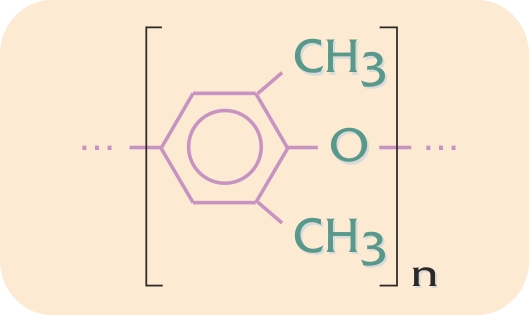
Polyphenylenoxid
Egenskaberne af polymeren polyphenylenoxid er sådan, at materialet aldrig anvendes alene, men kun legeret med slagfast polystyren. Materialet betegnes da modificeret polyphenylenoxid og får forkortelsen PPO/SB.
Polyphenylenoxid kan også betegnes polyphenylenether med forkortelsen PPE. Som følge heraf kan man også se forkortelsen PPE/SB.
Egenskaber
Den øvre, vedvarende anvendelsestemperatur er 90 °C. Tg er 100-140 °C.
Den lille lineære varmeudvidelseskoefficient på 6 × 10–5/°C er medvirkende årsag til materialets gode dimensionsstabilitet.
PPO/SB besidder en temmelig god kombination af styrke, stivhed og sejhed. Materialet har ringe tendens til krybning; men udsættes det for overbelastning, opstår der let mikrorevner.
Gode elektriske isolationsegenskaber bevares over et stort fugtigheds- og temperaturområde. Det samme gælder de dielektriske egenskaber, hvor den dielektriske tabsfaktors frekvensafhængighed samtidigt er meget lille helt frem til gigahertz-området. Tabsfaktoren er 0,0009 ved 1 MHz.
Modificeret polyphenylenoxid er ugennemsigtig med en gullig egenfarve, som har tendens til at forstærkes ved udendørs anvendelse.
Materialets brandbarhed kan variere stærkt, afhængigt af hvilken type der vælges, men de fleste typer udviser begrænset brandbarhed.
PPO/SB absorberer kun meget lidt vand: maksimalt 0,14 % ved stuetemperatur og 0,3 % ved 100 °C.
PPO/SB tåler direkte kontakt med kogende vand. Ved meget langvarig kontakt med varmt vand må temperaturen dog sænkes til 80-85 °C. Gentagende autoklavering ved 135 °C er mulig.
Modificeret polyphenylenoxid angribes kun minimalt af saltopløsninger, syrer og baser. Visse organiske kemikalier fx aromatiske og chlorerede hydrocarboner virker derimod direkte opløsende. Andre organiske kemikalier virker blødgørende eller revnedannende; alifatiske hydrocarboner, ketoner og estere er spændingsrevnedannende.
Der findes særlige typer, der er tilsat gummi for forøgelse af slagsejheden, mens andre typer er tilsat glas- eller carbonfibre for at forøge stivheden. Atter andre typer er tilsat forskellige former for fyldstoffer for at forbedre styrke og stivhed og samtidig formindske støbesvindet.
Specielle typer til fremstilling af integralskum giver mulighed for fremstilling af store, stive emner på forholdsvis beskedent forarbejdningsudstyr.
Forarbejdningsmetoder
Forarbejdningsmetoderne strækker sig fra sprøjtestøbning og ekstrudering til blæsestøbning og fremstilling af integralskum. Ekstruderede plader kan termoformes.
Anvendelseseksempler
Automobilindustrien: Instrumentpaneler, kølergitre.
Elektroindustrien: Kabelbakker, strømskinner, relæsokler, omskiftere.
Husholdningsapparatur: Komponenter til vaske-, opvaske- og kaffemaskiner samt elektriske barbermaskiner, hårtørrere og støvsugere.
Armaturindustrien: Ventiler, komponenter til pumper, vandhaner og brusere.
Radio- og fjernsynsindustrien: Kabinetter til film-, radio- og fjernsynsapparater.
Kontor- og computerindustrien: Kabinetter til kontor- og datamaskiner.
Eksempler på handelsnavne på PPO
Noryl (General Electric), Prevex (Borg-Warner), Xyron (Asahi-Dow).