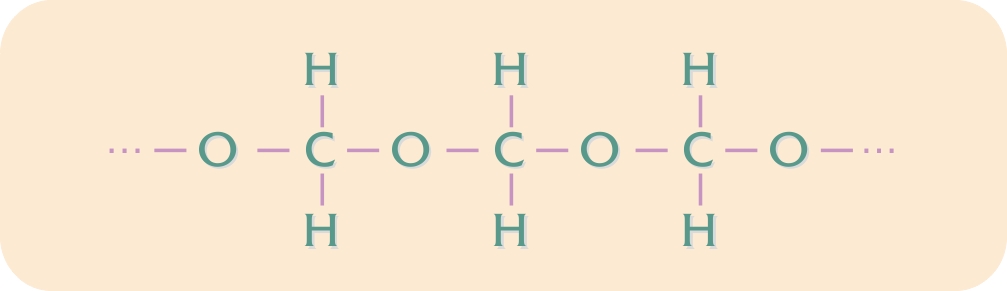
Polyoxymethylen
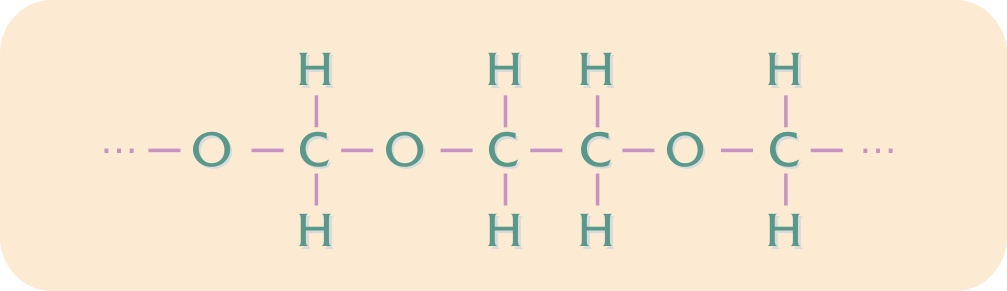
POM er en højkrystallinsk termoplast, der tilhører gruppen af tekniske plast. I POM kombineres en række teknisk vigtige egenskaber som stivhed, hårdhed og styrke samt formbestandighed ved forhøjet temperatur. POM forekommer både som homopolymer og som copolymer. Polyoxymethylen kendes også som acetalplast og som polyformaldehyd, idet monomeren til denne polymer er formaldehyd.
Egenskaber
Den maksimale anvendelsestemperatur ved kontinuerlig drift i luft er 100 °C for copolymeren og 85 °C for homopolymeren. Kortvarigt tåler materialerne noget højere temperatur, bestemt fortrinsvis af deres krystallinske smeltepunkter.
Glasovergangstemperatur og krystallinsk smeltetemperatur af POM
| Homopolymer | Copolymer | |
|---|---|---|
| Glasovergangstemperatur, Tg | ≈ –85 °C | ≈ –75 °C |
| Krystallinsk smeltetemperatur, Tm | ≈ 175 °C | ≈ 165 °C |
I vandigt miljø er den maksimale anvendelsestemperatur ved kontinuerlig drift 80 °C for copolymeren og noget lavere for homopolymeren.
POM udviser en god kombination af styrke, stivhed og hårdhed ved temperaturer op til 120 °C.
POM har udprægede fjedringsegenskaber af den type, som kendes fra en række metaller. I praksis udnyttes dette forhold ved snapsamlinger.
Materialet bevarer dets slagsejhed i betydeligt omfang ned til –40 °C.
POM tåler langvarig statisk og dynamisk belastning, uden at de mekaniske egenskaber reduceres i nævneværdig grad.
POM besidder stor slidstyrke. Friktionskoefficienten er lille, bestemt både i forhold til materialet selv og til andre typer af plast samt metaller og keramiske materialer.
POM har gode elektriske isolationsegenskaber, der knapt nok påvirkes af fugtighedsvariationer. Den dielektriske tabsfaktor er 0,0055 ved 1 MHz.
POM er ugennemsigtig med en hvidlig egenfarve.
Vejrbestandigheden er dårlig; sollys fremkalder sprødhed i materialet. Bedste beskyttelse mod UV-lys er indfarvning med kønrøg.
POM er altid tilsat additiver til forebyggelse af termisk-oxidativ nedbrydning.
POM har gode barriereegenskaber, idet permeabiliteten over for gasser er lav.
POM brænder let, og brandbarheden kan kun reduceres lidt ved tilsætning af brandhæmmende additiver. Ved termisk nedbrydning af POM optræder en kraftigt stikkende lugt af formaldehyd.
I sammenligning med polyamiderne absorberer POM kun lidt vand.
POM tåler svage syrer og baser, men angribes af stærke syrer og baser. Stærkt oxiderende kemikalier som hypochlorit (chlorin-opløsninger) virker kraftigt nedbrydende på POM. Til gengæld er materialet meget modstandsdygtigt over for et bredt spektrum af såvel polære som upolære opløsningsmidler.
POM viser ingen tendens til spændingsrevnedannelse.
Modificerede kvaliteter med forskellige additiver og fiberforstærkning står til rådighed.
Forarbejdningsmetoder
Sprøjtestøbning er den mest anvendte forarbejdningsmetode, men også ekstrudering og blæsestøbning anvendes.
Anvendelseseksempler
Maskin- og apparatsektoren: Tandhjul, glidelejer, remskiver, styreelementer, pumpedele, skruer og finmekaniske dele.
Elektroteknik: Isolatorer, spolehoveder og dele til telefoner, radioer og fjernsyn.
Møbelsektoren: Beslag, hængsler, dørgreb.
Emballagesektoren: Aerosoldåser, engangslightere.
Eksempler på handelsnavne på POM
Delrin (DuPont), Kematal (ICI), Hostaform (Hoechst), Ultraform (BASF).