Polyethylennaphthalat
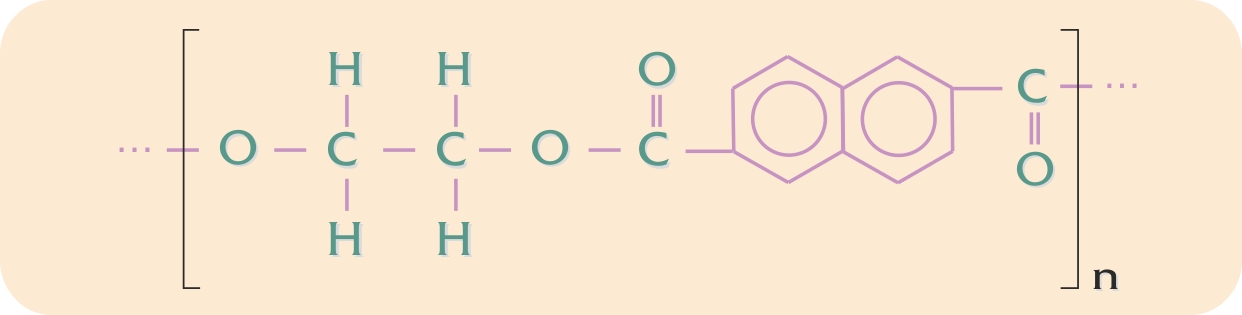
Polyethylennaphthalat (PEN) er en amorf og transparent termoplast. PEN kan være et alternativ til PET i folier og fibre. PEN er mere varmebestandig end PET. PEN er PET overlegent, når det gælder termiske, mekaniske, elektriske og kemiske egenskaber. Den dobbelte benzenring (naphthalen) giver meget stive kædemolekyler. PEN er godkendt til elektrisk langtidsanvendelse ved 155 °C, mens PET kun er godkendt til 105-130 °C afhængigt af krystalliniteten.
Trækstyrken hos PEN er omtrent den samme som hos PET, mens elasticitetsmodulen af PEN er højere – ca. 25 % ved stuetemperatur, men adskillige gange større i temperaturområdet 100-150 °C. PEN er også mere UV-bestandig, har bedre barriereegenskaber og er mere modstandsdygtig over for hydrolyse i alkalier og meget varme, vandige miljøer. Imidlertid er PEN dyrere end PET.
PEN anvendes til magnetisk tape og andre elektriske komponenter. I Danmark er PEN specielt kendt som genbrugsflasker til øl. Et eksempel er vist i kapitlet Generelt om plast. Magnetbånd kan gøres tyndere uden at blive så elastiske, at de giver mislyd. Tyndere bånd betyder mindre kassetter. Andre områder er under motorhjelmen i biler, trykte kredsløb, som udsættes for høje temperaturer under fremstillingen, småmotorer og kondensatorer.