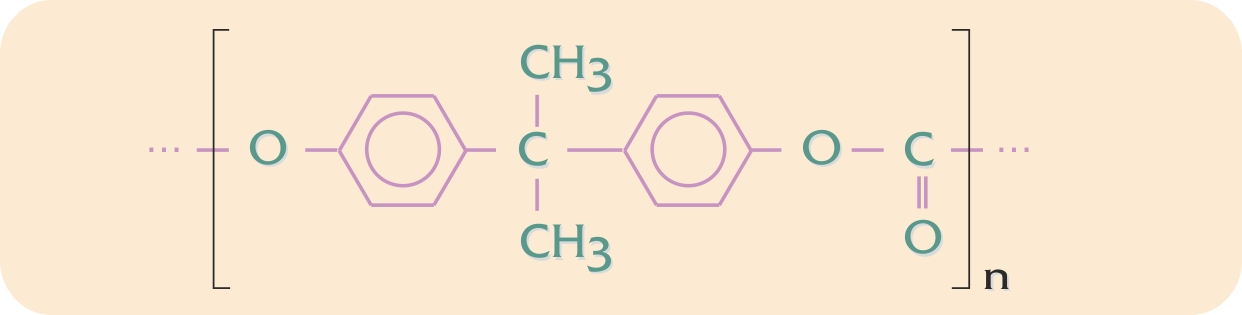
Polycarbonat
Polycarbonat er en amorf termoplast, som er meget slagfast og nærmest må betragtes som brudsikker.
Egenskaber
Polycarbonat tåler både kulde og varme. Materialet bliver således ikke sprødt i kulde eller blødt i varme inden for et relativt bredt temperaturinterval.
Glasovergangstemperaturen er 150 °C; formbestandighedstemperaturen (HDT) er 130 °C.
Den lineære varmeudvidelseskoefficient er relativt lille i forhold til hos andre termoplast, nemlig 6-7 × 10–5/°C.
PC er et meget sejt, stærkt og relativt stift materiale. Ved slagpåvirkning er det næsten umuligt at fremkalde brud i materialet, hvilket gælder over et bredt temperaturinterval.
PC har ringe tendens til krybning selv ved forhøjet temperatur, men kan på dette punkt dog under ingen omstændigheder stå mål med de forskellige former for polysulfon.
PC har gode elektriske isolationsegenskaber; den specifikke modstand er større end 1016 Ωcm, og det dielektriske tab er af størrelsesordenen 0,001-0,01 afhængigt af frekvensen.
Lystransmissionen i polycarbonat i upigmenteret tilstand er 85-90 % afhængigt af godstykkelsen.
PC besidder god udendørs bestandighed, navnlig i UV-stabiliseret tilstand, men har tendens til at gulnes ved længere tids indvirkning af sollys.
Uden tilsætning af brandhæmmende additiver er brændbarheden af PC begrænset.
PC absorberer kun lidt vand, men hydrolyseres til gengæld let, hvad der afspejles i reduceret sejhed. Materialet tåler ikke gennem længere tid indvirkning af vand, der er varmere end 60 °C.
PC er lidet bestandig over for stærke syrer og baser og angribes ligeledes af aromatiske og chlorerede hydrocarboner samt af en række polære, organiske opløsningsmidler. Derimod er materialet bestandigt over for alifatiske hydrocarboner samt olier og fedtstoffer.
Tendensen til spændingsrevnedannelse er stor hos PC, navnlig i forbindelse med chlorerede hydrocarboner.
Egenskaberne kan modificeres ved iblanding af additiver og fyldstoffer og ved fiberforstærkning.
En meget ren og letflydende kvalitet er specielt udviklet til fremstilling af cd’er (compact discs).
PC indgår i polymerlegeringer sammen med fx ABS, termoplastiske polyestere og termoplastiske elastomerer.
Forarbejdningsmetoder
Forarbejdning i termoplastisk tilstand kan først ske efter omhyggelig fortørring, idet fugtindholdet højst må være 0,02 %
PC egner sig fortrinligt til sprøjtestøbning og ekstrudering. Ved termoformning af plader skal materialet ligeledes fortørres.
Andre processer er mulige, men udføres med nogen vanskelighed.
Anvendelseseksempler
Maskin- og apparatsektoren: Afdækningsskærme, maskindele til skrive-, regne- og symaskiner, dele til hårtørrere og barbermaskiner, skueglas
Arkitektur: Vandaliseringssikre ruder, brystværn til broer og balkoner, lyspaneler, -tage og -kupler.
Sikkerhedsudstyr: Sikkerhedshjelme til arbejde og sport, sikkerhedsskærme til fjernsyn.
Elektronisk udstyr: Computerdele, dele til radio, fjernsyn, foto- og
filmapparater.
Autosektoren: Blinkere, baglygter, luft- og kølergitre.
Lydsektoren: Cd’er fremstillet af specialtyper af polycarbonat.
Eksempler på handelsnavne på PC
Lexan (General Electric), Makrolon (Bayer),
Xantar (DSM),
Xantar C (DSM).