Polyamider
Betegnelsen polyamid dækker over en hel gruppe af termoplast, der alle er karakteriseret ved at indeholde et større eller mindre antal amidgrupper.
De fleste polyamider er delkrystallinske termoplast.
Et karakteristisk træk ved polyamiderne er deres store bestandighed over for brændstoffer, olier og fedtstoffer. Polyamiderne besidder desuden stor evne til at modstå udmattelse og gentagende slagpåvirkning. Tendensen til krybning er ringe. De er slidbestandige med lav friktion og har fremragende barriereegenskaber.
Alle polyamiderne optager imidlertid nogen fugt, hvorfor deres egenskaber bedst bestemmes, efter at de har antaget ligevægt med hensyn til fugtoptagelse under de betingelser, hvorved de skal anvendes. Desuden skal de konditioneres forud for ibrugtagning.
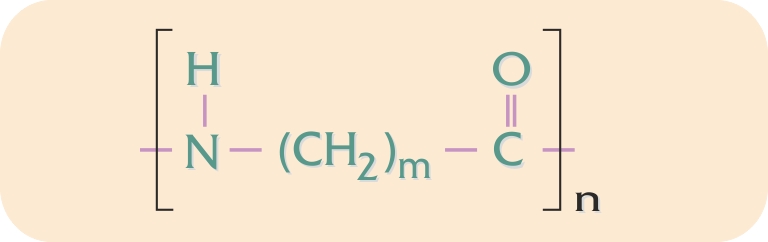
Man skelner de enkelte polyamider fra hinanden ved hjælp af en talkode, der angiver det antal carbonatomer, der optræder mellem to på hinanden følgende nitrogenatomer i molekylkæden. Hvis de enkelte segmenter er identiske, anvendes et enkelt tal fx PA6. Hvis de enkelte segmenter er forskellige, anvendes et talsæt, fx PA6.6. Til daglig udelades punktummet mellem de to tal; PA66 udtales altså polyamid seks-seks, ikke polyamid seksogtres!


Egenskaber
Det termiske anvendelsesområde for polyamiderne ligger mellem –40 °C og 80-100 °C. Der findes særligt varmestabiliserede typer, der egner sig til det øvre temperaturområde. Ustabiliserede kvaliteter vil misfarves ved forhøjet temperatur under samtidig reduktion af de mekaniske egenskaber.
Glasovergangstemperaturen for amorf PA er ca. 150 °C.
Polyamidernes krystallinske smeltepunkter (°C)
| PA6 | 225 |
| PA6.6 | 265 |
| PA6.9 | 205 |
| PA6.10 | 225 |
| PA11 | 190 |
| PA12 | 180 |
Polyamiderne er stærke og relativt stive. Den gode sejhed bevares selv ved lave temperaturer. Polyamiderne har derfor stor dæmpningsevne. Ved langvarige mekaniske påvirkninger udviser polyamiderne ikke tegn på udmattelse, hverken når påvirkningerne er af statisk eller dynamisk karakter.
PA6 og PA6.6 repræsenterer de hårdeste og stiveste typer.
PA’erne har bemærkelsesværdigt stor slidstyrke.
Selv om PA’s elektriske isolationsegenskaber på ingen måde kan stå mål med dem, som kendes hos PE og PVC, er de tilstrækkelige til, at PA’erne sagtens kan anvendes inden for det mest almindelige frekvens- og spændingsområde (50 Hz, 230 V). De elektriske egenskaber er imidlertid stærkt afhængige af fugtindholdet.
Polyamiderne er for det meste ugennemsigtige, opalhvide eller svagt gullige. De amorfe typer er dog transparente og farveløse.
Udsættes polyamider i længere tid for UV-lys, vil de nedbrydes med misfarvning og tiltagende sprødhed til følge. De kan dog stabiliseres, men effektivt kun med kønrøg.
Polyamider er ret svært antændelige. Brandbarheden kan imidlertid yderligere nedsættes ved hjælp af additiver.
Alle polyamiderne optager fugt, dog ikke i samme grad. Derved formindskes styrke og stivhed, samtidig med at slagsejheden forøges.
PA’erne har udmærket bestandighed mod brændstoffer, der er baseret på hydrocarboner, og mod smøremidler og mange forskellige opløsningsmidler. Derimod angribes de af mange syrer, stærke baser og oxidationsmidler. Stærkt koncentrerede phenolopløsninger virker direkte opløsende. Visse koncentrerede saltopløsninger, navnlig zinkchlorid, virker spændingsrevnedannende.
De mekaniske egenskaber kan modificeres ved fiberforstærkning og/ eller ved tilsætning af mineralske fyldstoffer samt ved blødgøring. Polyamiderne kan i øvrigt blandes indbyrdes og med andre termoplast.
Forarbejdningsmetoder
Samtlige polyamider egner sig til forarbejdning ved sprøjtestøbning, ekstrudering og blæsestøbning, men materialerne skal fortørres.
PA6 kan støbes direkte ud fra monomeren, ε-caprolactam, idet polymerisationen foregår i formværktøjet. Denne metode egner sig særligt til fremstilling af store, spændingsfrie emner i små serier.
Anvendelseseksempler
I teknisk henseende er de vigtigste polyamidtyper PA6 og PA6.6.
Maskinindustrien: Glidelejer, tandhjul, koblinger og tilsvarende maskinelementer, hvortil der stilles store krav til styrke- og slidegenskaber.
Elektroteknik: Spoler, kapper til elektrisk udstyr, kabelkoblinger, blitzudstyr.
Autosektoren: Blæserhjul, oliefiltre, karburatordele, brændstofbeholdere, svømmere til benzintanke, olie- og benzinslanger.
Møbelsektoren: Dørbeslag, dørklinker, møbelhængsler, dyvler, overfladebehandling af havemøbler.
Emballagesektoren: Flasker, folier, også laminatfolier til gastætte emballager.
Husholdningsartikler: Køkkenudstyr, køkkenmaskiner, støvsugerkapper.
Eksempler på handelsnavne på PA
PA6: Akulon (DSM), Durethan BK (Bayer), Maranyl F (ICI), Ultramid B (BASF), Orgamide (ATO), Orgasol (Arkema).
PA11: Rilsan B (Arkema), Rilsan Fine Powder (Arkema).
PA12: Rilsan A (Arkema), Grilamid (Emser-Werke), Vestamid (Degussa-Hüls).
PA4.6: Stanyl (DSM).
PA6.6: Akulon (DSM), Maranyl A (ICI), Ultramid A (BASF), Zytel (DuPont).
PA6.9: Vydyne (Monsanto).
PA6.10: Ultramid S (BASF),
BZytel (DuPont).
PA6.12: Orgasol (Arkema)
PA, amorf: Trogamid T (Dynamit Nobel).