Positivformning med forblæsning
Bemærk: Arealet af overfladen på forblæseboblen skal ikke være større end emnets overflade.
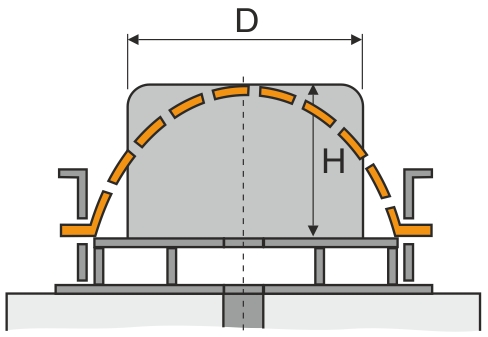
Mulighed 1: Til formning af emner, hvor formningsforhold H:D ≤ 1:1,5 (dvs. korteste formbredde er minimum 1,5 ´ formhøjden), kan man med fordel anvende strækning af pladen med forblæs. Derved fås følgende formningsforløb:
- Opvarmning
- Forblæsning til boblehøjde H = formhøjde H
- Form køres op
- Vakuum tilsluttes ved form oppe
Ved dette formningsforløb vil følgende ændringer have indflydelse på emnets godstykkelsesfordeling: - Mindre boble medfører tykkere bund
- Større boble medfører tyndere bund og finner (folder)
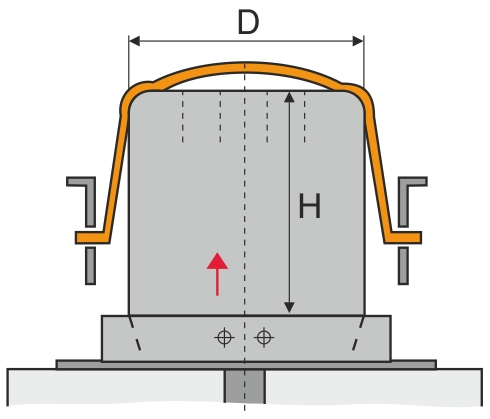
Mulighed 2: Til formning af emner med formningsforhold H:D ≤ 1:1 (dvs. korteste formbredde er minimum lig formhøjden) kan der med fordel anvendes forblæsning med samtidig forstrækning med formen. Derved fås følgende formningsforløb:
- Opvarmning
- Forblæsning og samtidig opkøring af form
- Vakuum tilsluttes ved form oppe
Hjørnefolder ved kantede geometrier kan fjernes ved at:
- Formindske vakuumsugearealet (størrelse, antal huller og slidser) samt vakuumsugehastigheden
- Gøre radier på lodrette kanter større
- Reducere pladearealet ved afblænding af hjørner på overrammen
- Eventuelt opvarme plastpladen mere
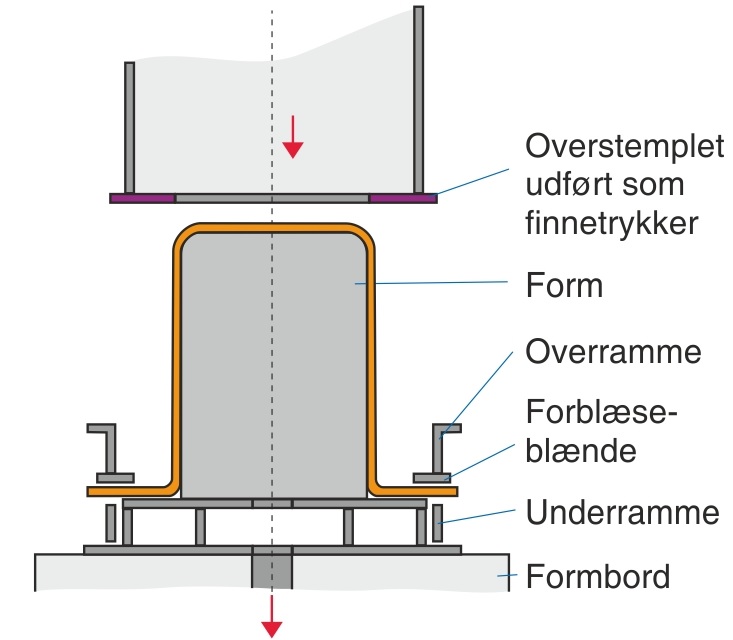
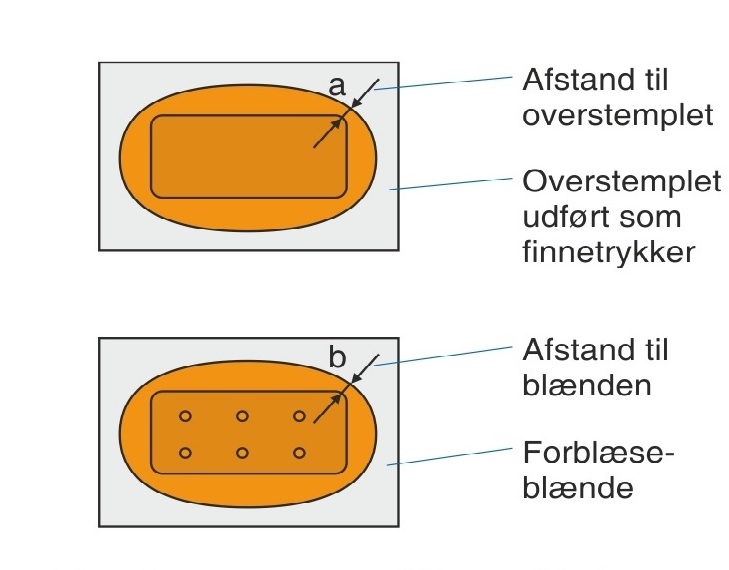
Venstre del af figuren ovenfor viser udførelse af eventuel blænde og finnetrykring.
Hvis blænden fastgøres i overrammen, gælder følgende for afstanden a: a ≈ (0,15 til 0,20) × formhøjden H.
Blænden muliggør højere forblæsning, uden at der kommer folder, samtidigt kan der blæses højere, uden at plastpladen rører overrammen og får mærker af den.
Afstanden b mellem form og overstempel (finnetrykkerringen): b = 1,5 × pladetykkelsen.