Overstempelmaterialer
Følgende krav stilles til overstempelmaterialet:
- Det må ikke køle det varme materiale ved berøring
- Det skal have et gunstigt friktions-/glideforhold til det varme materiale
- Det skal kunne holde til de belastninger, det udsættes for (tryk, bøjning osv.)
- Det skal kunne holde til de termiske belastninger, det udsættes for
- Det skal være let at bearbejde
- Pris og fremstilling skal stå i rimeligt forhold til hinanden
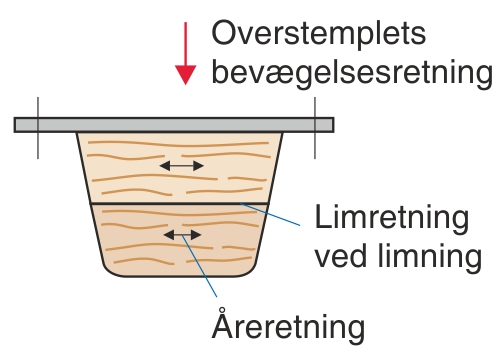
Træ er det mest anvendte overstempelmateriale ved plademaskiner. Det bedste glideforhold opnås ved anvendelsen af massivt træ (helst ahorn). Det er nødvendigt at være opmærksom på træets åreretning. Krydsfiner er et fortræffeligt konstruktionsmateriale, men bør på grund af de overstempelmærker, materialet giver, ikke anvendes til overstempler. Overstempler kan beklædes med forskellige bløde materialer, fx filt eller bomuldsflonnel. Det mindsker overstempelmærker og forbedrer glideegenskaberne. Træoverstempler skal dog helst laves, så en sådan beklædning ikke er nødvendig, da beklædningen slides relativt hurtigt.
Selv om filt er dyrere end træ, kan dets anvendelse anbefales, da man kan spare beklædningen af træoverstemplet. Uhærdet filt kan behandles med dybt indtrængende trægrunder. Derved opnås bedre formstabilitet og afrivningsstyrke.
Syntetisk skum er et næsten universelt overstempelmateriale, der ofte anvendes i rulleautomatmaskiner.
Støbemasse, der er talkumfyldt på grund af de dermed følgende forbedrede glideegenskaber, anvendes, når overstemplet har kompliceret form. De bedste erfaringer er opnået med polyurethanstøbemasse (PUR). Overstemplet kan fremstilles af støbemasse alene eller af støbemasse og træ sammen.
Metal, for det meste aluminium, anvendes som overstempelmateriale i følgende tilfælde:
- Hvis træ eller støbemasse ikke kan holde til belastningen
- Hvis overstemplet skal være tempereret
Opvarmning af overstempler anvendes kun i særlige tilfælde, da opvarmningen er meget problematisk.
PTFE er i specielle tilfælde egnet til overstempelmateriale til polyolefiner, PE og PP, hvis formningstemperaturen skal være meget høj. POM har i mange tilfælde vist sig velegnet som overstempelmateriale til glas-klare emner.