Dimensionering af formfladen
Afstanden mellem formdele og spændramme er vigtig, ligesom afstanden mellem enkelte formsegmenter er det. Den nødvendige afstand kan ikke beregnes efter en generel formel, da den er afhængig af de enkelte formmål, emneform, materiale og kvaliteten af arbejdet.
For positivforme med en højde op til 200 mm kan den nødvendige afstand beregnes efter følgende tommelfingerregel:
For positivforme med en højde op til 200 mm kan den nødvendige afstand beregnes efter følgende tommelfingerregel:
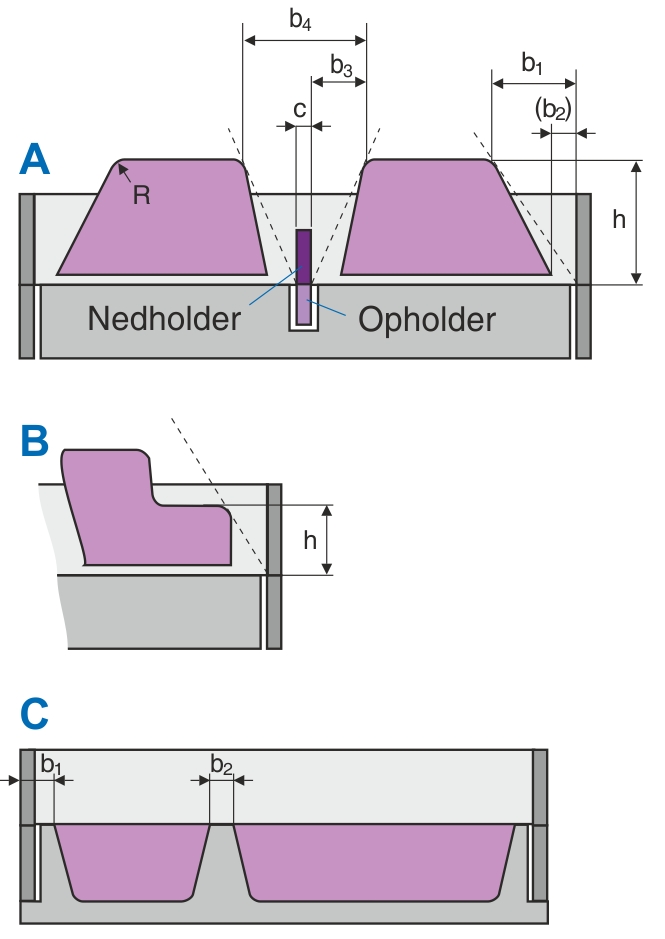
h er den teoretiske højde, der kan findes som vist på figuren til venstre. Det handler om det sted på formen, hvor en tangent tegnet fra spændrammen først berører formen. Den teoretiske højde af formen er i dette tilfælde ikke det samme som den faktiske højde af formen.
Samtidigt gælder det altid, at:
Afstanden mellem form og nedholder b3 beregnes som b1:
Bredden af nedholderen c skal være så stor, at denne ikke deformeres under brug. Afstanden b4 kan så beregnes:
For forme, der er under 20-30 mm, kan man se bort fra nedholderen, hvis afstanden b4 er stor nok. Da gælder, at:
For alle forme gælder, at man på baggrund af erfaringer eller forsøg kan afvige fra disse regler.
For negativforme gælder følgende tommelfingerregel:
b2 er ikke begrænset af noget formningsmæssigt.
Formens vægtykkelse ved b1 og b2 skal vælges sådan, at varmen kan transporteres væk inden for køletiden. For tynde vægge kan føre til forlængede cyklustider.