Formkonstruktion med god afformning
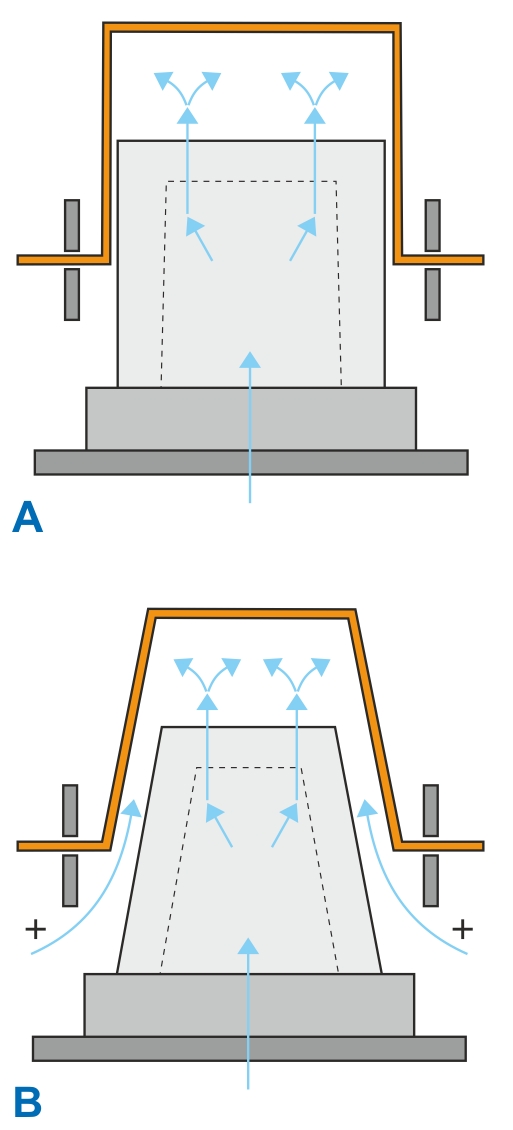
Ved forme med for lille slipvinkel må man tilføre afformningsluft gennem formen under hele afformningen. Ved større slipvinkler må man også tilføre afformningsluft gennem formen, men når afformningen først er begyndt, kan luften strømme ind i den stadigt større spalte, der opstår mellem form og emne.
Dette betyder i praksis: For små slipvinkler kræver præcis tilpasning af afformningsluft og afformningshastighed. Jo højere afformningshastighed, desto sværere bliver tilpasningen af afformningsluft. Ved små slipvinkler kan der derfor kun afformes langsomt.
Hvis der kræves små slipvinkler, bør man foretrække negativformning frem for positivformning.
Ved negativformning i étstyksforme er 0° slipvinkel mulig, dog kun ved langsom afformning. Det er dog ikke anbefalelsesværdigt at forme uden slipvinkel.
Ved positivforme må man ikke gå under slipvinkler på 0,5°. En slipvinkel på 0° er kun mulig, hvis der en større slipvinkel overfor, så denne kan kompensere. Almindeligvis skal slipvinklerne på positivforme være 3-5°.