Afformningshjælp
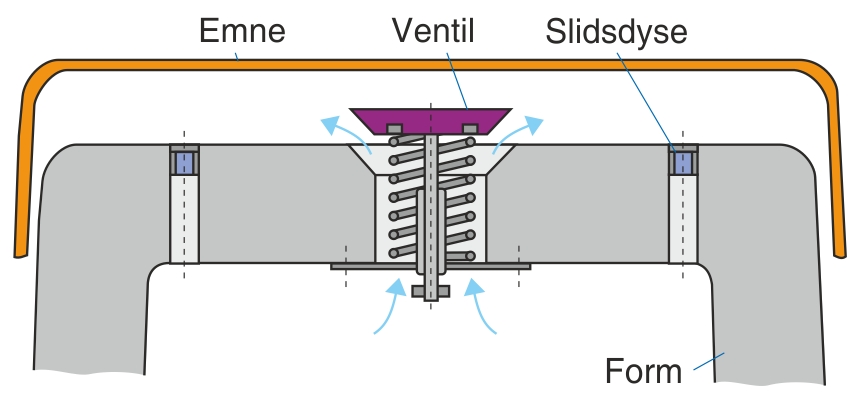
Til øgning af afformningsluft kan anvendes store luftventiler, som har et stort areal, hvilket betyder, at der kan strømme store mængder luft gennem ventilen. Ventilen leveres med diameter på 40-80 mm. Også slidsdysen med diameter på 4-12 mm kan anvendes til øgning af luftarealet.
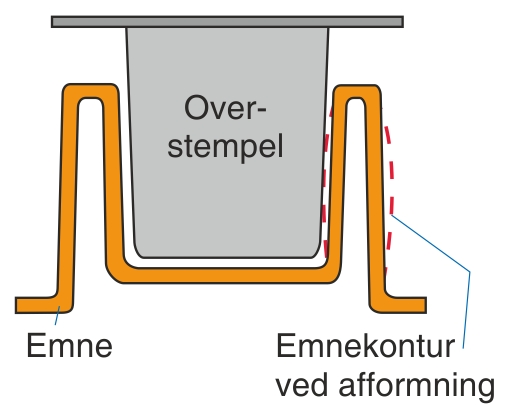
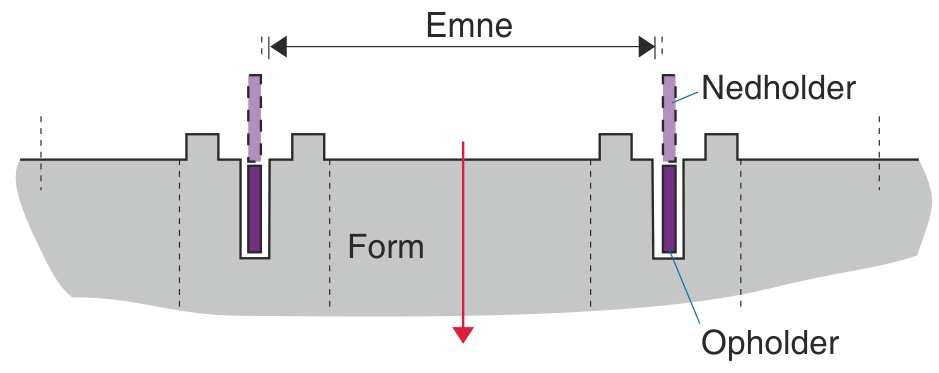
Selv om det ikke er nødvendigt at anvende overstempler for at få god godsfordeling ved formning af flade emner, kan de anvendes som afformningshjælp til at forhindre deformation af emnet.
Hvis emner er svære at afforme, bliver de deformeret af både for lidt og for megen afformningsluft. Her kan det hjælpe med et overstempel, der følger emnets form så præcist som muligt. Ved afformning placeres dette stempel 1-3 mm over emnet, der nu kan blæses hårdt af formen, da det blot bliver trykket op mod stemplet uden at blive deformeret. Til slut kan formen køres ned.
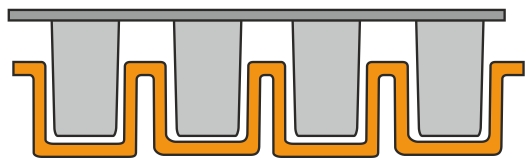
Hvis overstemplet anvendes både ved formning og afformning, må man skelne mellem rulleautomatmaskiner, hvor kølingen af emnet udelukkende sker gennem formen, og plademaskiner, hvor kølingen også sker fra ydersiden. Her må stemplet ikke blive nede, men skal væk under kølingen for ikke at spærre for denne. Derfor er det her nødvendigt med to stempelnedkøringer, første til formningen, anden til afformning.
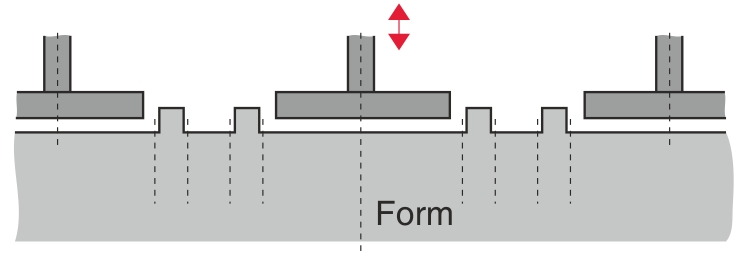
Produkteksempler på to overstempelnedkørsler er svært afformbare emner med fx stejle sider med relativt dårlig stivhed og stærk tendens til deformation eller forme med underskæringer.
Overstemplet skal have samme konturer som emnet, så emnet ikke deformeres ukontrollabelt af afformningsluften.