Rotationsstøbning
Rotationsstøbning er en fremstillingsmetode for produkter af termoplast.
På engelsk hedder det rotational moulding, rotomoulding eller rotoforming.
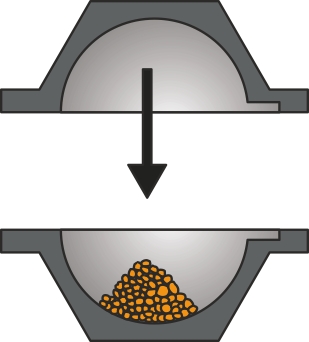
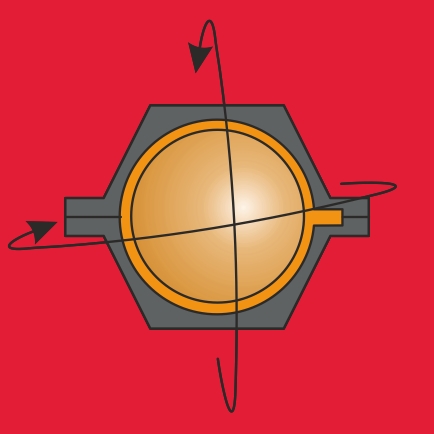
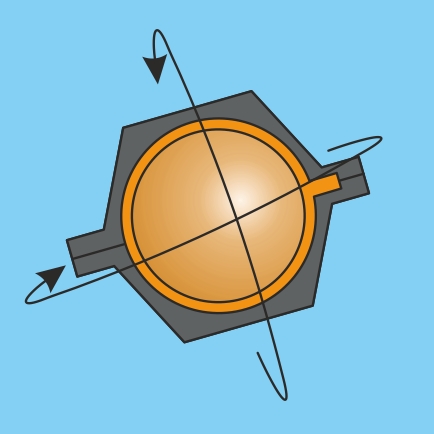
Plastråvaren, som ved denne proces oftest er i pulverform, fyldes i en hul støbeform bestående af to halvparter – eventuelt flere, hvis det er en vanskelig form. Formparterne lukkes og anbringes i en ovn. Den lukkede form sættes til at rotere, hvorved plastmaterialet (pulveret) fordeles ensartet rundt på den indre overflade. Varmen fra ovnen får plasten til at smelte og sætte sig med samme godstykkelse hele vejen rundt indvendigt i formen. Efter afkøling af form og emne kan formen åbnes og emnet udtages.
Rotationsstøbning anvendes oftest til produktion af hule, sømløse emner af enhver størrelse og form, fx dukker, sparebøsser, fendere, kar, store rørsamlinger, inspektionsbrønde, paller, kasser, beholdere, mindre både, tanke til vand, benzin, olie og andet. Der fremstilles rotationsstøbte tanke med et rumindhold på 10.000 liter eller måske endnu mere.
Da emnet efter afformning vil fremstå som en fuldstændigt lukket beholder, fx en benzintank til en bil, vil det efterfølgende være nødvendigt at bortskære materiale der, hvor benzinpåfyldningen skal foregå.
Desuden er det muligt at lave komplekse geometrier samt at indstøbe fx gevindbøsninger. Det er muligt at indsætte metaldele på indvendig side i formen. Disse dele bliver derved indstøbt i emnets væg, og kan senere fungere som tilslutning for fx benzinrør, opspændingsankre og løftekroge.
Fordelene ved rotationsstøbning er især lave formomkostninger, hvilket gør den velegnet til små og mellemstore serier (100-10.000 stk./år). På grund af de mindre krav til værktøjernes tæthed og trykstabilitet er de selvfølgelig også meget billigere at fremstille. Det betyder, at selv små serier kan være attraktive at rotationsstøbe.
Det er desuden muligt at anvende den mest moderne værktøjsteknik ved fremstilling af forme, således at overfladen på de rotationsstøbte emner opnår en finish, der langt overstiger normalen inden for denne støbeform.
Emnerne, som er næsten spændingsfrie, kan fx støbes i materialerne PVC, PE og PP, og kan indfarves. Størrelsesmæssigt produceres emner fra ø 17 mm og helt op til ø 2.200 mm.
Afhængigt af emnets form er det også muligt, at en støbning kan opskæres til flere emner, hvorved det tilsatte råmateriale kan udnyttes endnu bedre. Fx kan to havebassiner udføres som henholdsvis bund og låg, som efterfølgende adskilles på midten.
Typiske emner produceret ved rotationsstøbning:
- Containere
- Skraldespande
- Bådskrog fx. havkajakker
- Spande
- Kabinetter
- Tasker og kufferter
- Fodbolde

Fordele ved rotationsstøbning
- Værktøjsomkostninger er lave
- Anvendelig til emner med ensartet godstykkelse
- Emner med små spændinger og lille vridning
- Ingen svejsesøm, ingen udløbs- eller udstødningsmærker, næsten intet spild
- Forholdsvist komplekse konturer kan fremstilles
- Ændring af godstykkelsen sker ved at tilføre en anden mængde materiale
- Automatisk materialeafvejning, fyldning og afformning
- Forme og materiale kan ændres meget hurtigt til små serier
Ulemper og begrænsninger ved rotationsstøbning
- Rotationsstøbning kan ikke anvendes til emner med godstykkelser mindre end 0,75 mm
- Kan ikke anvendes ved komplekse emner og emner med for skarpe kanter
- Produktionen er langsom i forhold til blæsestøbning
- Ikke alle materialer kan rotationsstøbes
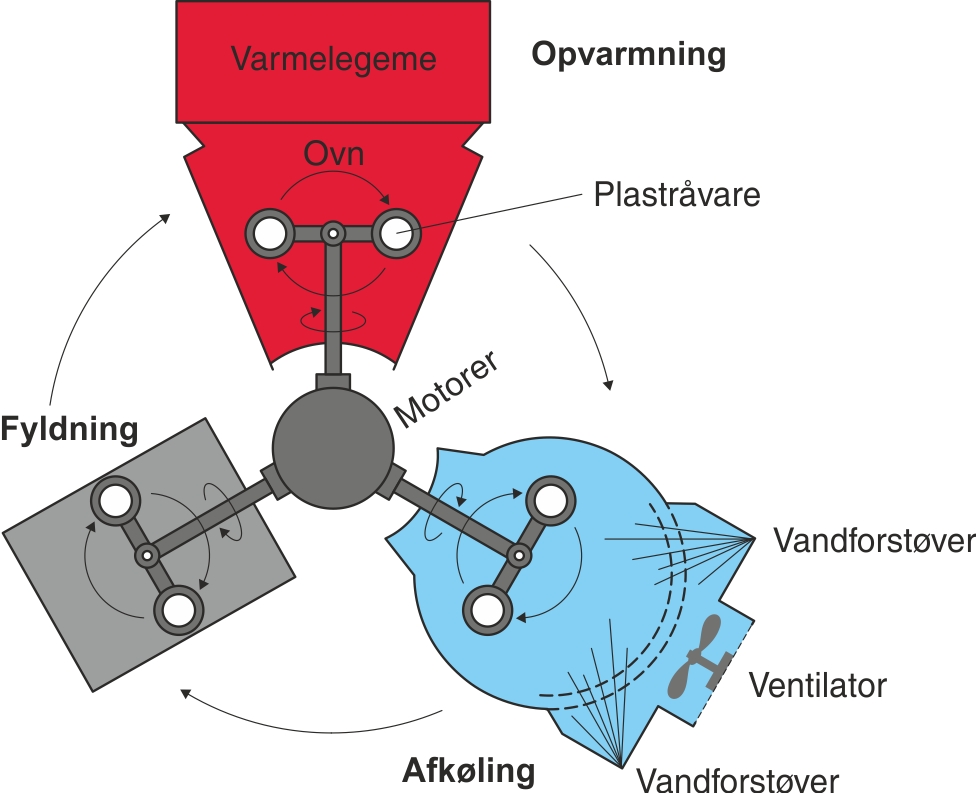
Rotationsstøbnings processen
I de fire procestrin ovenfor flyttes formen rundt i de forskellige zoner, hhv. fyldning og emneudtagning, opvarmning og afkøling som vist på figuren nedenfor