Glasfiberforstærket umættet polyester (GUP)
Materialegruppen glasfiberforstærket (umættet) polyester består, som navnet antyder, af to hovedkomponenter: glasfibre, der som forstærkningsmateriale leverer materialets styrke- og stivhedsegenskaber, og umættet polyester, der som matrix eller bindemiddel holder sammen på forstærkningen og leverer materialets termiske og kemiske bestandighed.
Desuden indgår der en række hjælpestoffer, hvoraf nogle skal sikre om-dannelse af polyesteren fra flydende til fast tilstand (hærdning), mens andre giver materialet særlige egenskaber (fx tiksotropi, nedsat brandbarhed og UV-stabilitet).
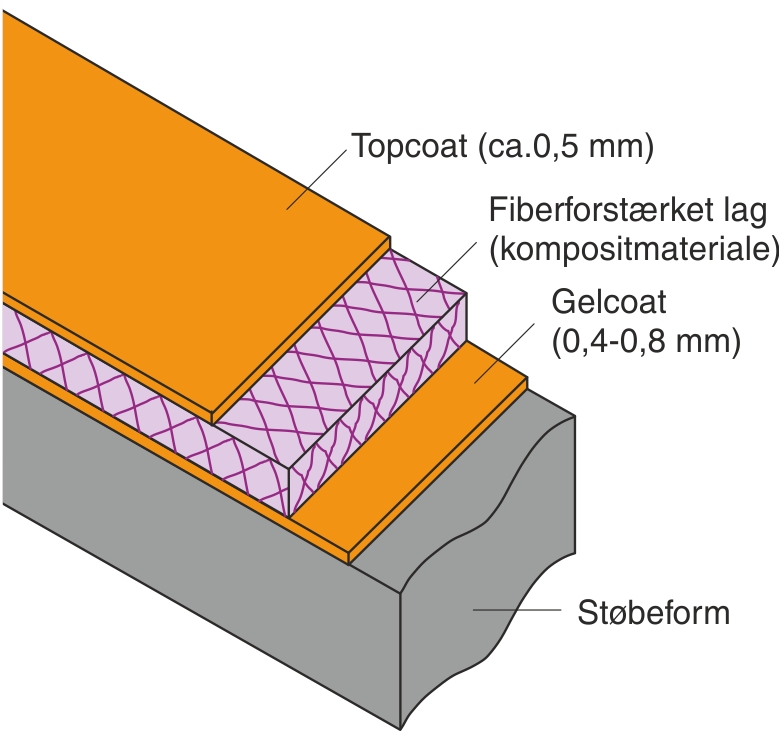
For at beskytte den bærende del af laminater af glasfiberforstærket polyester mod overlast, eller for at give konstruktionen et dekorativt ydre, forsynes GUP-konstruktioner ofte med særlige overfladelag eventuelt på begge sider. Den glatte side eller forsiden er normalt den side, som har vendt mod støbeformen. Det første uforstærkede lag, der føres på støbeformen, kaldes gelcoat. Når den ønskede tykkelse er opnået, og gelcoaten er stivnet, opbygges den egentlige konstruktion af forstærkningsfibre og plastmatrix. Det sidste beskyttelseslag benævnes topcoat.
Til GUP-konstruktioner anvendes oftest gelcoat og topcoat af umættet polyester eventuelt med tilsætning af specielle fyldstoffer og eventuelt pigment. Figuren viser den principielle opbygning af laminat af fiberforstærket umættet polyester eller epoxyplast forsynet med gelcoat og topcoat.