Epoxyplast
Epoxyplast er hærdeplast. I endnu ikke hærdet tilstand er de enten honningfarvede, højviskose væsker eller sprøde, ravagtige faste stoffer, som smelter ved opvarmning.
Udhærdet epoxyplast er karakteriseret ved god mekanisk styrke, gode dielektriske egenskaber, god dimensionsstabilitet samt god varmebestandighed og kemikaliebestandighed. Den mest karakteristiske egenskab er imidlertid evnen til at klæbe til en bred vifte af materialer.
Epoxyharpikser forekommer i et væld af former: som plastkompound, som støbemasse, som klæbestof, som spartelmasse, i form af laminater, celleplast, viklede kompositmaterialer, forimprægneret fiberforstærkning og som belægning.
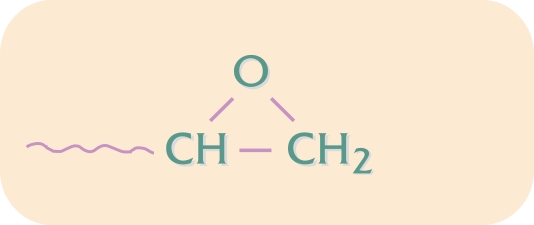
Den kemiske konfiguration, som muliggør disse harpiksers evne til at reagere med andre stoffer, og som har lagt navn til gruppen, er epoxygruppen.
Epoxygruppen kan reagere med et stort antal forskellige hærdere. Reaktionsmekanismen er beskrevet i afsnittet Epoxygruppens reaktivitet nedenfor.
Stoffer, der indeholder epoxygrupper, kaldes epoxider. For at et epoxid kan hærde (reagere til et tredimensionalt netværksmolekyle), skal det indeholde mindst to epoxygrupper. Sådanne stoffer kaldes diepoxider. Det hyppigst forekommende diepoxid er DGEBA (DiGlycidylether af Epichlorhydrin og Bisphenol A), men der forekommer også novolak-typer og cycloalifatiske epoxyharpikser samt flere andre.

Polymerisationsgraden n i formlen er oftest ganske lille. I tokomponent-klæbere forekommer fx n = 1. Flydende diepoxider er lavpolymerer. Ved n = 25 er diepoxiderne faste stoffer, som ved anvendelse må opvarmes, så de bliver flydende, før de kan forarbejdes.
For at danne tværbindinger mellem de trådformede epoxymolekyler skal epoxyharpikser reagere med en hærder. Valget af hærder bestemmer for en stor del de forarbejdningstekniske egenskaber af blandingen og de anvendelsestekniske egenskaber af det udhærdede materiale. Molekylmassen af epoxyen har dog også betydning.