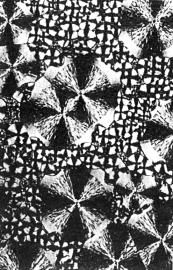
Sfærolitter
I delkrystallinske polymerer vil krystallitdannelsen under størkning af en smelte (den flydende plastmasse) starte ved en kim, og tilvæksten vil ske radialt herudfra under dannelse af en cirkulær front. Sådanne fundamentalt set kugleformede krystallitkorn kaldes sfærolitter. Tilvæksten afbrydes, når fronterne fra voksende nabosfærolitter mødes, og der opstår korngrænser. Diameteren af sfærolitter er normalt 1-10 µm, men i enkelte tilfælde kan sfærolitter blive helt op til 1 mm store (lavmolekylær polyethylenglykol). Sfærolitter er lette at iagttage, idet de i lysmikroskop i polariseret lys fremtræder som sorte malteserkors.
De krystallinske polymerer består af to faser, idet de ikke er 100 % krystallinske. Derfor kaldes de ofte delkrystallinske eller delkrystallitiske. Krystallitterne er indlejret i en amorf fase, hvori molekylsegmenterne er så uordnede, at der ikke kan dannes krystallitter.
Krystalliniteten er 5-10 % i PVC, 25 % i polyethylenterephthalat, 50 % i PELD og 75 % i PEHD, i polyamid 6,6 og i polytetrafluorethylen.
Ved iblanding af tilsætningsstoffer øges i almindelighed antallet af faser. Eksempler herpå er phenolplast, der altid anvendes med fyldstoffer, naturgummi med kønrøg og glasfiberforstærket polyester. Kompositmaterialer er også flerfasede.