Molekylorientering
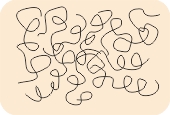
Hvis en polymer størkner fra smeltet tilstand uden samtidig påvirkning af ydre kræfter, vil der ikke være nogen fortrinsretning, hvori molekylerne vil lejre sig. De vil typisk lejre sig i en ikke helt udstrakt og ikke helt sammenkrøllet tilstand, som det er forsøgt anskueliggjort på figuren nedenfor til venstre.
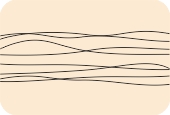
Hvis en sådan uorienteret polymer derimod udsættes for en ydre mekanisk last fx under størkningen, vil der ske en omorganisering af materialet. Ved hjælp af røntgenstråler har man vist, at kædemolekylerne fortrinsvis vil være orienteret i samme retning som den påtrykte kraft. Samtidig ændres emnets fysiske og mekaniske egenskaber markant. Således vil en lang række egenskaber være forskellige i forskellige retninger i emnet.
Dette kaldes anisotropi. Typisk vil trækstyrken og stivheden øges i orienteringsretningen og formindskes på tværs af denne retning, mens brudtøjningen formindskes i molekylernes orienteringsretning. Også andre egenskaber, fx termisk udvidelse, varmeledningsevne, elektriske og optiske egenskaber, vil blive retningsafhængige.