Antistatmidler
Ved forarbejdning af materialer med stor elektrisk isoleringsevne, fx plast, opstår let elektrostatisk opladning. Det kan også forekomme ved brugen af færdige emner. Alene en vedvarende luftstrøm hen over et plastemne vil kunne medføre elektrostatisk opladning.
Elektrisk modstand i et materiale er udtryk for, at elektroner ikke kan transporteres gennem materialet, og at det dermed heller ikke kan optage eller afgive elektroner. Elektrostatisk opladning er en ophobning af ladede partikler eller ioner på et emnes overflade.
Det kan medføre generende tiltrækning af støvpartikler, som også oplades statisk af luftbevægelser. Men den største ulempe er opladning under selve forarbejdningen af plastmaterialer, fx blæsning af flasker og folier, presning af grammofonplader og fibertrækning. Ikke blot generes produktionsforløbet, der kan også opstå risiko for dannelse af gnister, som kan antænde blandinger af gasser, dampe, støv og luft.
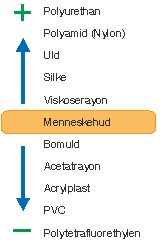
Elektrostatisk opladning opstår i princippet, når som helst to forskellige materialer slipper kontakten med hinanden. Der behøver ikke at forekomme egentlig gnidning. Derved opstår der tosidig opladning med modsatte fortegn. En overflade, som ved adskillelsesprocessen mister elektroner, får en positiv opladning; den anden flade, som modtager elektroner, oplades negativt.
Forsøg har vist, at en person med lædersåler under skoene bliver positivt opladet på et tæppe af acrylfibre, da disse tiltrækker elektroner, men negativt på et nylontæppe, idet polyamid i dette tilfælde afgiver elektroner. Forskellige tæppematerialer kan altså give modsat effekt, og det samme kan forskellige skosåler.
Plastpolymerer er i kraft af deres høje specifikke modstand ideelle elektriske isolatorer. Foruden elektrostatisk opladning af overflader kan der opstå en såkaldt rumladning, som trænger dybere ind i materialet, jo større dets isoleringsevne er.
Elektrostatisk opladning kan undgås eller reduceres:
- ved høj relativ luftfugtighed (> 65 %)
- ved ionisering af luften med passende midler
- ved hjælp af antistatiske midler, såkaldte antistatika
Antistatika er kemikalier, som forhindrer ophobning af elektrostatiske ladninger ved at gøre et materiales overflade ledende. Man skelner mellem:
- ydre antistatika, som påføres emnet
- indre antistatika, som blandes i materialet
Ydre antistatika har kun forholdsvis kortvarig virkning, idet de let fjernes igen ved aftørring eller under brug. Varig effekt har kun indre antistatika. De blandes i materialet forud for forarbejdning i mængder på 0,1-1,0 %.
De fleste antistatika er hydrofile (vandopløselige) kemikalier (fx glycerin og ethylenglykol) i forbindelse med overfladeaktive stoffer. Ved tiltrækning af fugt fra luften danner de på et emnes overflade en molekylær vandhinde, som er ledende. Ødelægges denne hinde, vil der ved indre antistatika vandre nyt materiale ud til overfladen for at genoprette ligevægten. Ved denne mekanisme lykkes det at beskytte produkter i lang tid mod elektrostatisk opladning.
Man har fire grundtyper af antistatika, nemlig:
- Aminer
- Kvaternære ammoniumforbindelser
- Phosphorsyreestere
- Polyethylenglykolestere
Dog kan også metalpulver, grafit og sod (kønrøg) anvendes.
De i handelen forekommende antistatisk modificerede plastmaterialer anvendes frem for alt til emballage og til industrielle formål. Ledningsevnen afhænger i sidste ende af slutanvendelsen. Går man ud fra, at ledende materialer har en modstand på mindre end 104 Ω (ohm), vil et materiale kunne kaldes antistatisk med en modstand på 5 × 104 til 108 Ω.
Ved tekstiler og emballagefolier er 109 Ω tilstrækkeligt, men eksempelvis skal drivremme i bjergværker i England have en modstand på under 5 × 104 Ω