Højmolekylære stoffer
Adskillige af de højmolekylære stoffer er desuden polymerer eller højpolymerer. Ordet er græsk og kommer af poly
(= mange) og mer (= del). Betegnelsen bruges om stoffer, hvis molekyler er sammensat af et stort antal ens dele eller enheder.
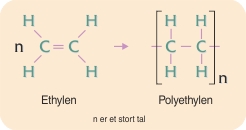
De stoffer, som polymerer fremstilles af, benævnes monomerer. Til en bestemt polymer svarer altså en bestemt monomer eller eventuelt flere bestemte monomerer. Den monomer, der svarer til polyethylen, er ethylen.
Den enhed, der gentages i et polymermolekyle, kaldes en repetitionsenhed, og antallet af repetitionsenheder i et molekyle kaldes molekylets polymerisationsgrad.
Repetitionsenheden i polyethylen er ethylgruppen.
Hvis der fx går 1.000 ethylenmolekyler til et polyethylen-molekyle, er polymerisationsgraden 1.000.
Højpolymerers molekyler kaldes ofte for kædemolekyler, fordi de kan minde om lange kæder med ens led.
Adskillige af de højmolekylære stoffer, der forekommer i naturen, er også højpolymere, fx plantefibre, uld, silke og cellulose.