Smelteinterval
Som tidligere beskrevet, smelter lavmolekylære stoffer ved en veldefineret temperatur, og den ved smeltetemperaturen tilførte energi medgår netop til at omdanne hele stofmassen fra fast til flydende tilstand.
Polymerer opfører sig anderledes!
Polymerer smelter over et temperaturinterval. Hvis man kan tale om en smeltetemperatur, må det være den temperatur, hvorved den sidste krystallit smelter. Smeltetemperaturen beror i øvrigt, ligesom Tg, på stoffets termiske forhistorie.
Efter passage af smelteintervallet antager polymererne en tilstand som en højviskos væske med viskoelastiske egenskaber. Under smelteprocessen brydes efterhånden de svageste af de sekundære bindinger.
Smelteintervallet er for amorfe stoffer som regel ret bredt (10-20 °C), mens det for delkrystallinske stoffer ofte er ganske smalt. Dette tilskrives de sekundære bindinger inde i krystallitterne, som er mere veldefinerede end bindingerne i den amorfe struktur.
Luftformig tilstand forekommer ikke hos de højpolymere stoffer. De se- kundære bindingskræfter, der summeres op over de lange kædemolekyler, vil være så store, at molekylerne ved fortsat opvarmning vil blive termisk nedbrudt, før de intermolekylære kræfter overskrides, og stoffet fordamper.
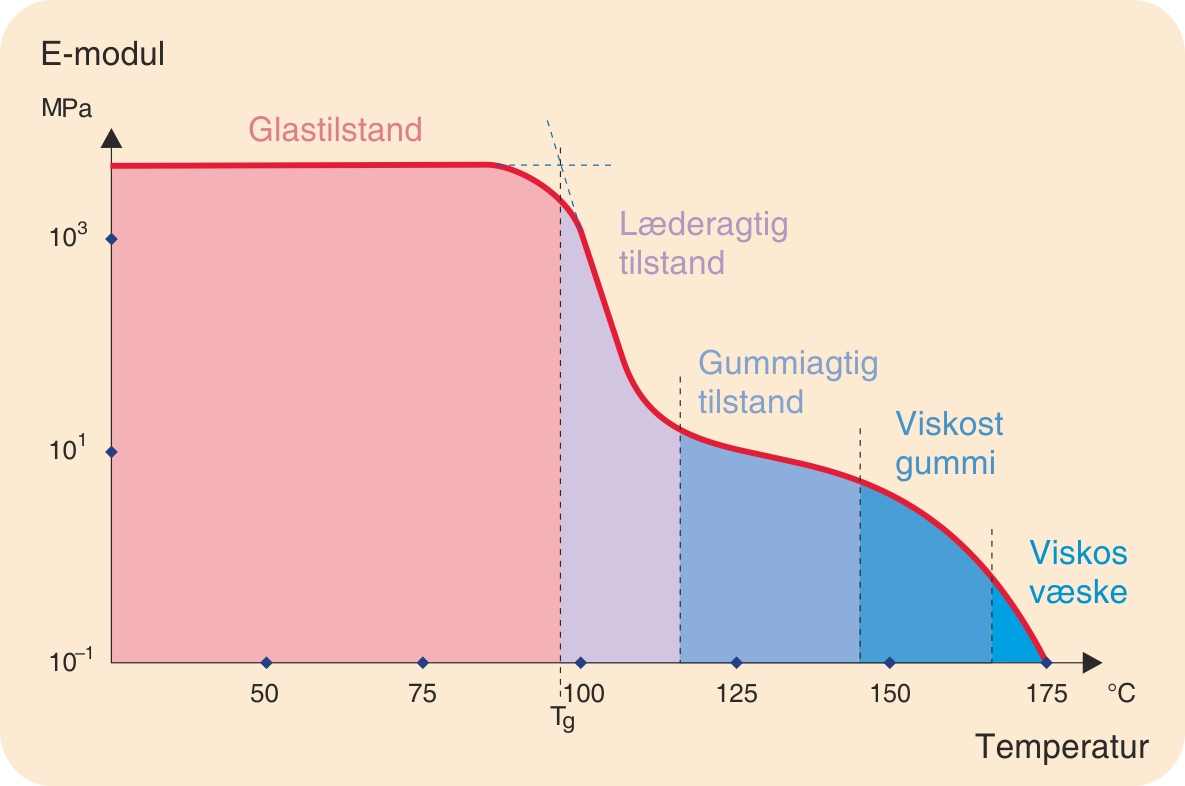
De forskellige tilstandsformer for polymerer og overgangene imellem dem illustreres fint ved elasticitetsmodulens variation med temperaturen. Se figuren nedenfor.
I hærdeplast danner molekylerne tredimensionale netværk, hvorfor molekylsegmenternes bevægelighed er stærkt begrænset. Glasovergangstemperaturen hos hærdeplast vil imidlertid variere med plastens udhærdningsgrad, idet stigende udhærdningsgrad afspejles i et tættere molekylært netværk og dermed i reduceret bevægelighed af molekylsegmenter.
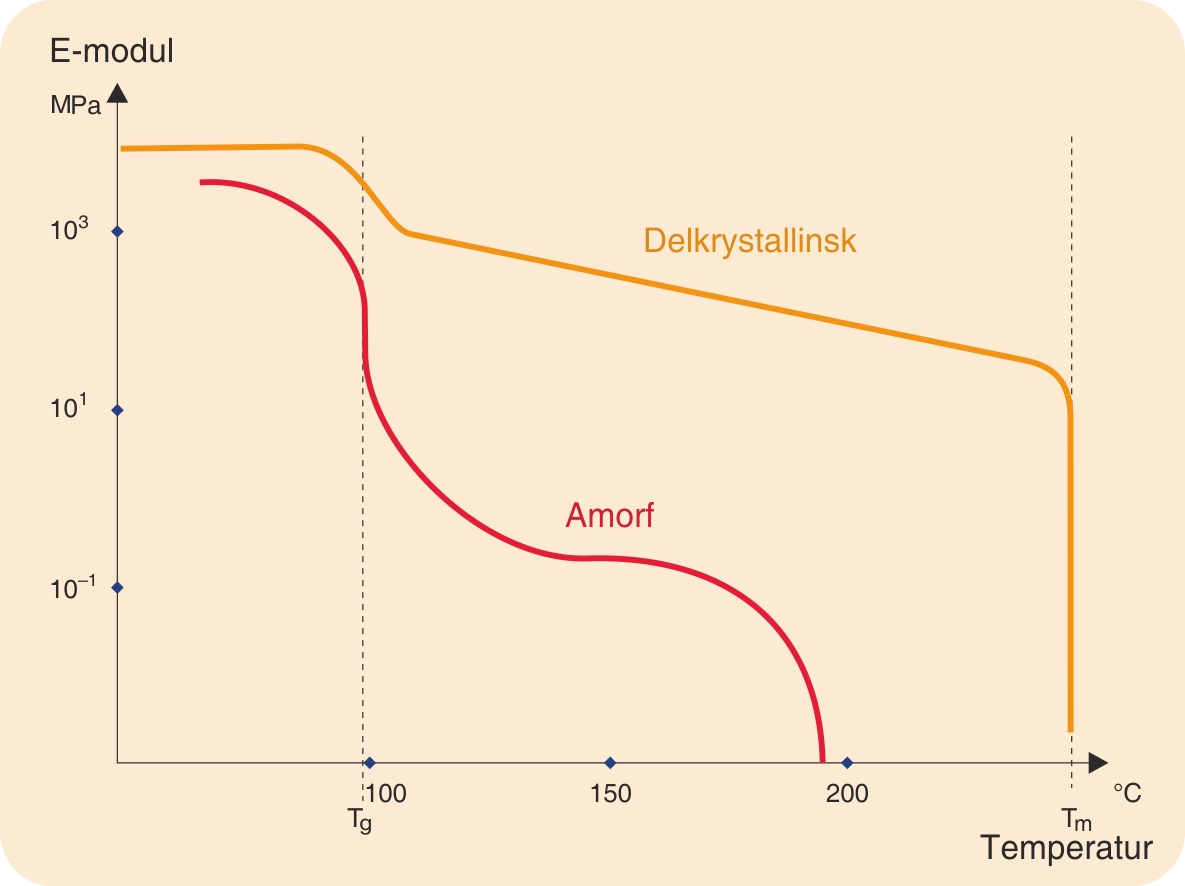
Glasovergangen er væsentligt mere markant ved de amorfe stoffer end ved de delkrystallinske. Et karakteristisk eksempel er vist nedenfor, hvor elasticitetsmodulens temperaturvariation er angivet for en amorf og en delkrystallinsk polystyren.
For amorfe stoffer vil Tg normalt angive den øvre temperaturgrænse for deres anvendelse som konstruktionsmateriale, mens det ikke gælder for delkrystallinske stoffer, som normalt kan belastes til en temperatur i nærheden af det krystallinske smeltepunkt.