Glasovergang – glastilstand
Polymerer opfører sig anderledes end det, der lige er beskrevet, og som gælder for krystallinske, lavmolekylære stoffer. Alle plasttyper er polymerer, men ikke alle polymerer er plast!
Ved tilstrækkeligt lav temperatur vil enhver polymer komme i en tilstand, hvor den optræder glasagtigt med hensyn til mekaniske egenskaber, idet den bliver hård, sprød og næsten ideelt elastisk. (Et ideelt elastisk materiale er karakteriseret ved, at det ved deformation og efterfølgende aflastning går helt tilbage til dets oprindelige form). Den indbyrdes bevægelighed af kædemolekylerne er forhindret; strukturen er fastfrosset. Hverken formændring eller indbyrdes glidning mellem molekylerne er mulig.
Denne tilstand kaldes glastilstanden.
Lange sidekæder og forgreninger samt tilsætning af blødgøringsmidler øger molekylernes indbyrdes afstand, hvorved deres gensidige tiltrækning nedsættes, og molekylernes bevægelighed lettes. I så tilfælde må stoffet køles længere ned, før glastilstanden kan opnås.
Når temperaturen forøges, vil de atomare svingninger i stoffet blive stadigt større. Ved en vis temperatur – glasovergangstemperaturen – vil den energibarriere overskrides, som hindrer rotation af segmenter af kædemolekylerne. Stoffet bliver blødt og gummi- eller læderagtigt, og det bliver muligt at ændre polymerkædens form.
En sådan omdannelse kaldes en 2. ordens omdannelse. Der sker typisk en ændring af stoffets egenskaber.
Man ser en ændring af den termiske udvidelseskoefficient, men ændringen sker ikke springvis som i de lavmolekylære stoffer, men som en blød overgang.
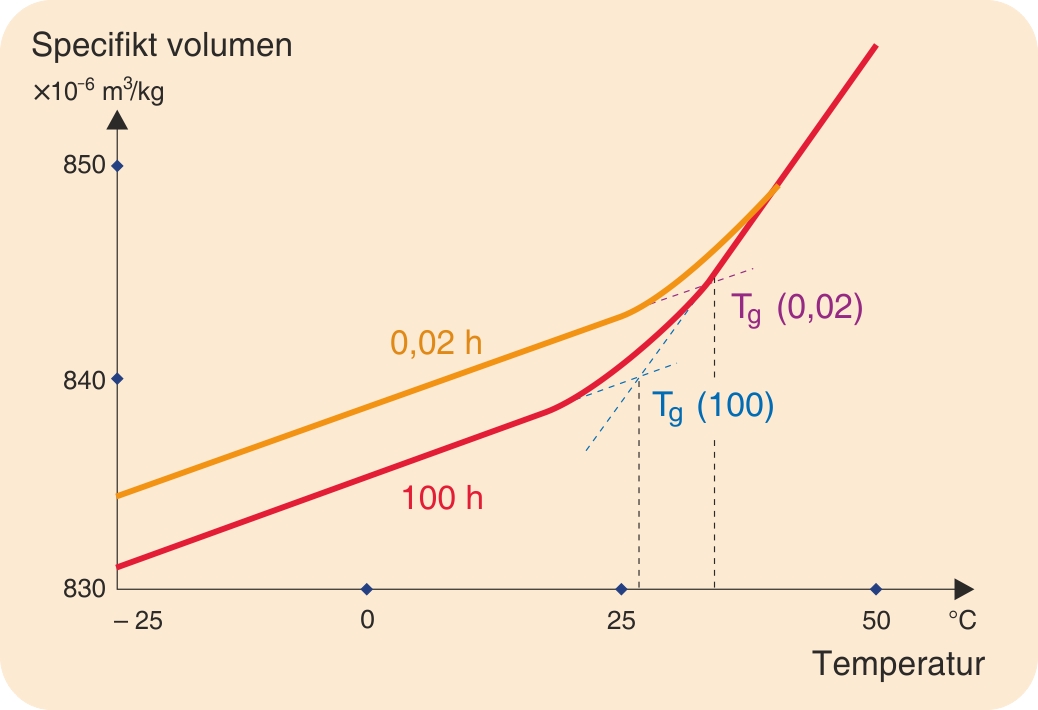
Glasovergangstemperaturen, Tg, er imidlertid ikke en materiale- eller stofkonstant. Stoffets termiske forhistorie, fx afkølingshastigheden fra bearbejdningstemperatur og lagringstid ved stuetemperatur, påvirker Tg. Se figuren nedenfor.
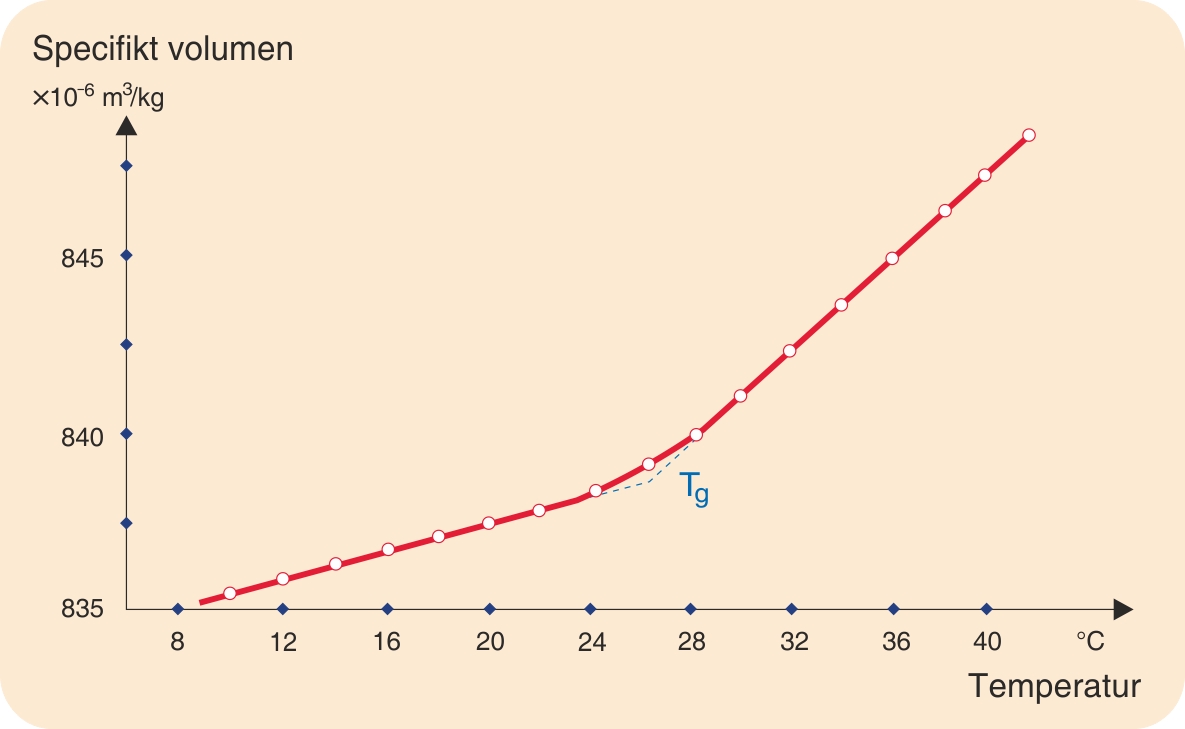
Alle amorfe og delkrystallinske polymerer udviser glasovergang, men da fænomenet er knyttet til den amorfe struktur, vil det være mindre og mindre tydeligt, jo højere krystalliniteten er. Tg’s beliggenhed illustreres bedst ved bestemmelse af volumenudvidelsen ved opvarmning af en amorf polymer som fx i øverste figur over polyvinylacetats specifikke volumen.
I praksis ændres kurvens hældning ikke ved et skarpt knæk, men ved en jævn overgang. Man finder Tg som skæringspunktet mellem de to rette kurvestykkers forlængelse.
En polymers egenskaber ved stuetemperatur vil være væsentligt forskellige, afhængigt af om polymeren ved denne temperatur befinder sig i glastilstanden eller i den læderagtige tilstand.
Plastpolymerer* ordnet efter deres glasovergangstemperatur, Tg, i °C
Ved stuetemperatur vil stofferne i venstre søjle være i læderagtig tilstand og stofferne i højre søjle i glasagtig tilstand.
| Tg < stuetemperatur | Tg > stuetemperatur | ||
|---|---|---|---|
| Polyethylen | –120 | Polyamid 610 | 40 |
| Polyoxymethylen | –80 | Polybutylenterephthalat | 40 |
| Polyurethan, lineær | –30 | Polyamid 11 | 45 |
| Polyvinylidenchlorid | –17 | Polychlortrifluorethylen | 45 |
| Polypropylen | –10 | Polyamid 6 | 50 |
| Polyamid 66 | 50 | ||
| Cellulosenitrat | 66 | ||
| Celluloseacetat | 70 | ||
| Polyethylenterephthalat | 70 | ||
| PVC | 80 | ||
| Polyphenylensulfid | 90 | ||
| Polystyren | 100 | ||
| Acrylplast | 104 | ||
| Polytetrafluorethylen | 126 | ||
| Polycarbonat | 150 | ||
| Polyphenylenoxid, modificeret | 180 | ||
| Polysulfon | 195 |