Spændings-tøjningsforløb
Ligesom ved metallerne har man ved de polymere materialer fornøjelse af at optegne spændings-tøjningsdiagrammer, som også kaldes arbejdslinjer.
Først optegnes kurver over sammenhængen mellem deformationen (fx forlængelsen) af en materialeprøve og den til deformationen nødvendige kraft. Da kraften naturligvis vil være dobbelt så stor, hvis prøvelegemets tværsnitsareal fordobles, omregnes kraften altid til en spænding, dvs. kraften pr. tværsnitsarealenhed. På samme måde omregnes deformationen til den relative deformation, hvilket vil sige den aktuelle deformation i forhold til den aktuelle måleafstand.
Relativ deformation kaldes tøjning. Derved kan man med ret stor tilnærmelse tillade sig at sammenligne arbejdslinjer, der er baseret på forskellige størrelser af prøvelegemer. Normalt tænker man for det meste på trækprøvning, når man taler om spændings-tøjningsdiagrammer, men der fås tilsvarende arbejdslinjer ved alle andre deformationstilfælde, det være sig tryk-, bøjnings-, forskydnings- eller vridningsbelastning.
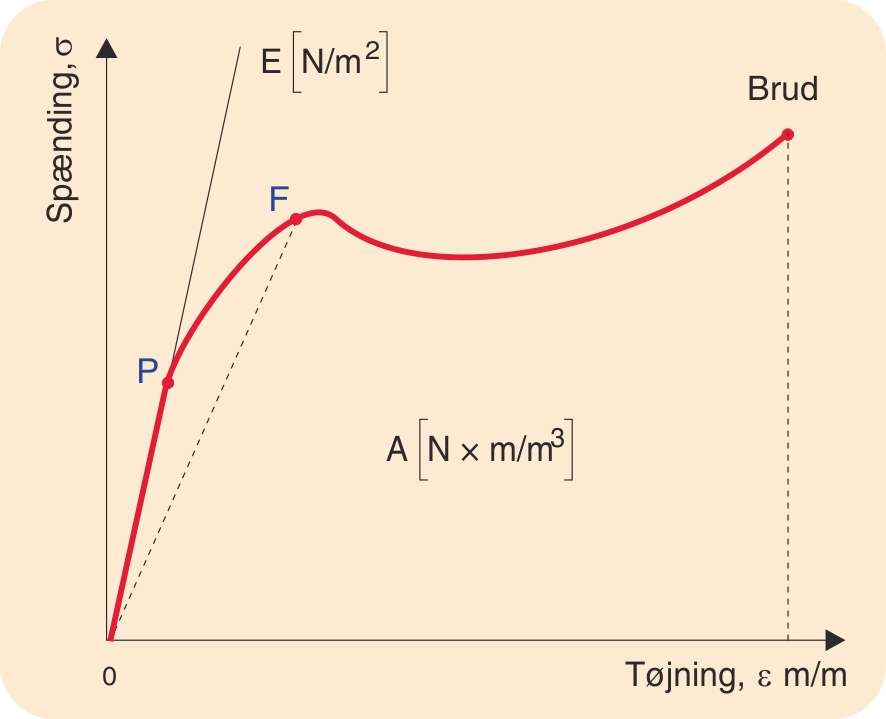
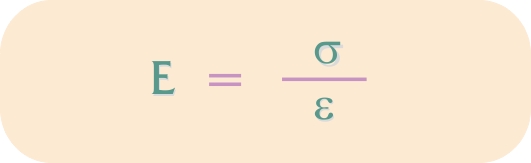
Kurvens første stykke er retlinjet, dvs. der er proportionalitet mellem den påtrykte spænding og den deraf følgende relative forlængelse, hvis Hookes lov gælder for det pågældende materiale. Materialets elasticitetsmodul, E, kan da beregnes som forholdet mellem spændingen og tøjningen ved at benytte Hookes lov:
Man kan også sige, at elasticitetsmodulen, E-modulen, er den spænding, som vil medføre 100 %’s tøjning, hvis ellers materialet ikke brydes forinden og det var lineært elastisk helt til brud.
Ved spændinger ud over det hookeske område afviger kurven fra den rette linje, dvs. elasticitetsgrænsen overskrides. Arealet under arbejdslinjen
(A på figuren nederst på forrige side) er et udtryk for det til deformationen udførte arbejde. Hos termoplast med delkrystallinsk struktur og hos hærdeplast gælder Hookes lov i det elastiske område, mens det ikke er tilfældet hos amorfe termoplast.
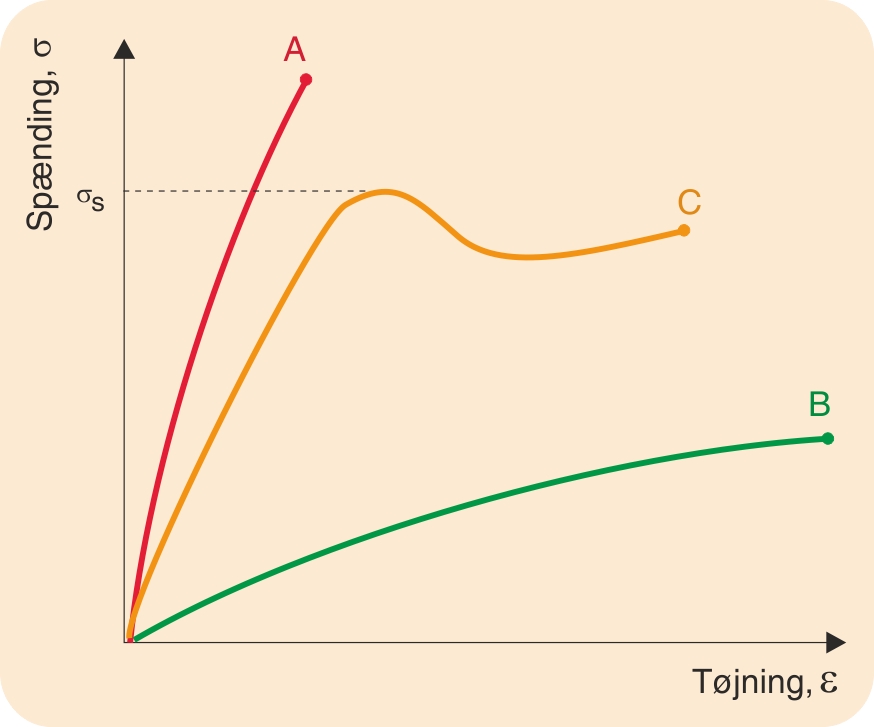
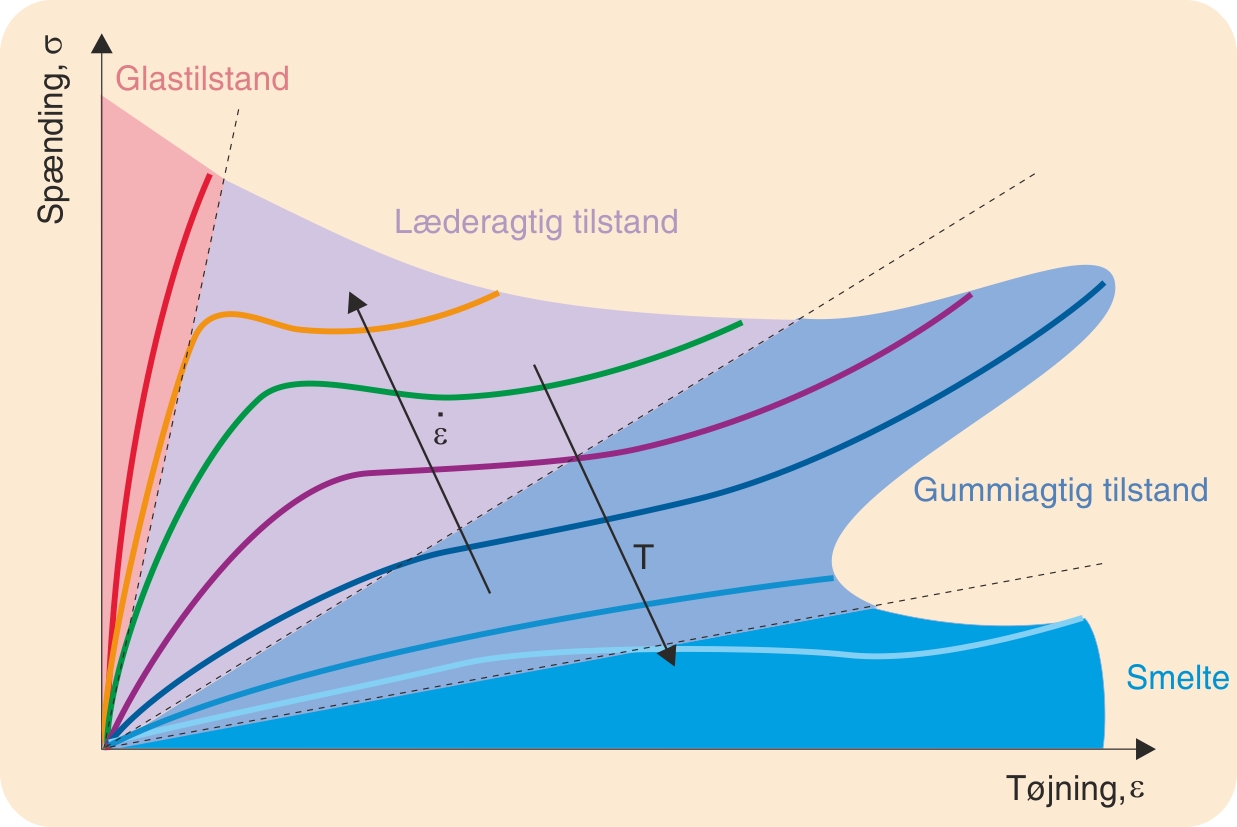
Som det fremgår af det foregående om krybning, har tiden afgørende indflydelse på de polymeres flydeforhold. Derfor vil arbejdslinjer, der optegnes ved forskellige deformationshastigheder, være forskellige. For at få et fuldstændigt billede af en polymers flydeforhold må man derfor foretage trækforsøg ved forskellige deformationshastigheder og om nødvendigt også ved forskellige temperaturer.
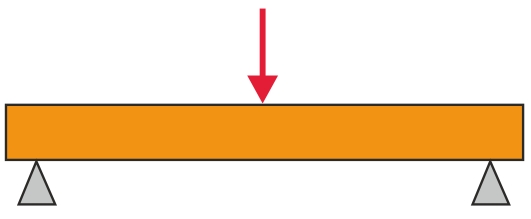
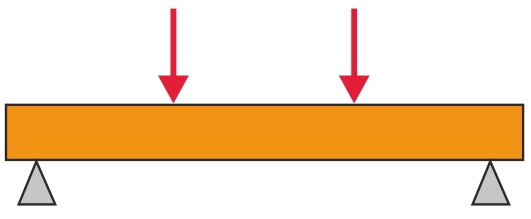
På tilsvarende måde som ved trækprøvning kan man ved trykprøvning og ved bøjeprøvning opnå lignende arbejdslinjer og værdier af brudspænding, elasticitetsmodul og tøjning. Bøjeprøvning kan udføres ved trepunktsbøjning og ved firepunktsbøjning, der giver lidt afvigende resultater. Det menes, at firepunktsbøjeprøvning giver mest realistiske resultater.
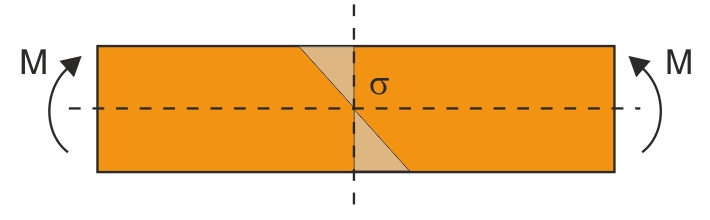
Ved bøjningsbelastning vil reaktionen i materialet være en kombination af træk- og trykspændinger med en principiel fordeling som vist på figurerne nedenfor.
Da polymerer, som tidligere omtalt, udviser udpræget krybning ved længere tids belastning, må man benytte sig af krybedata ved dimensionering af plastemner. Belastes et plastmateriale med konstant last ved konstant temperatur, vil deformationen øges med tiden og give en principiel krybekurve som vist på figuren til nedenfor.
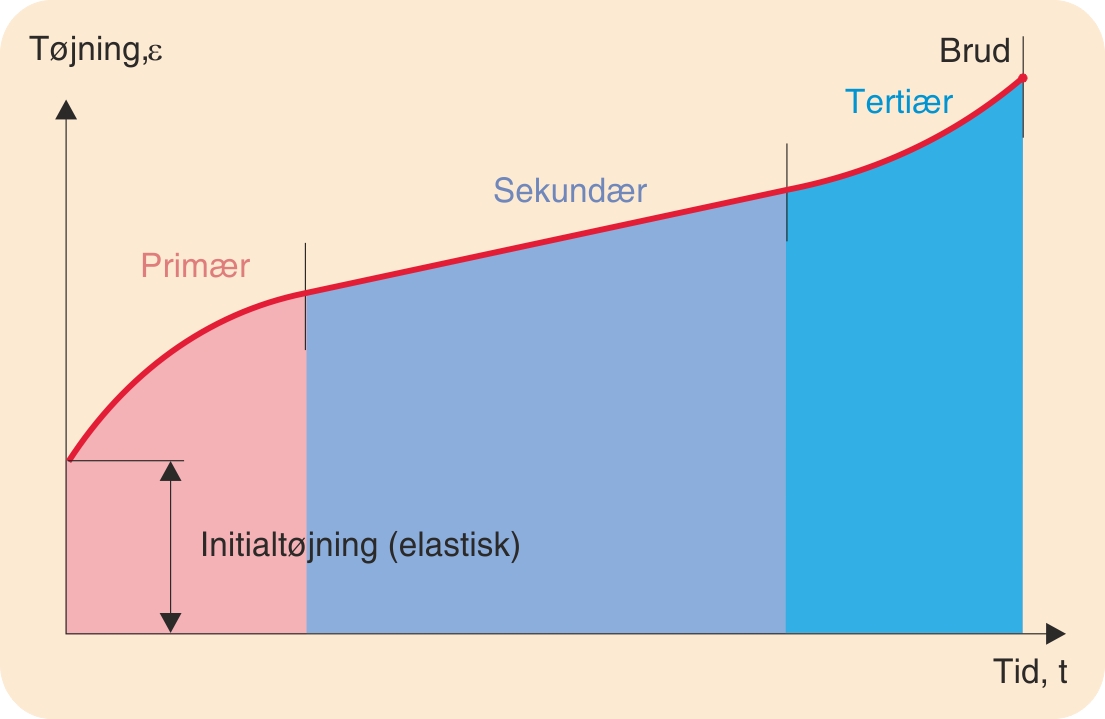
Vi kan genkende de tidligere omtalte tre komponenter, som den totale deformation er sammensat af.
Den elastiske deformation medfører en øjeblikkelig initialtøjning. Den viskoelastiske deformation ses som primær krybning, og den plastiske deformation som det stort set lineære forløb, der benævnes sekundær krybning.
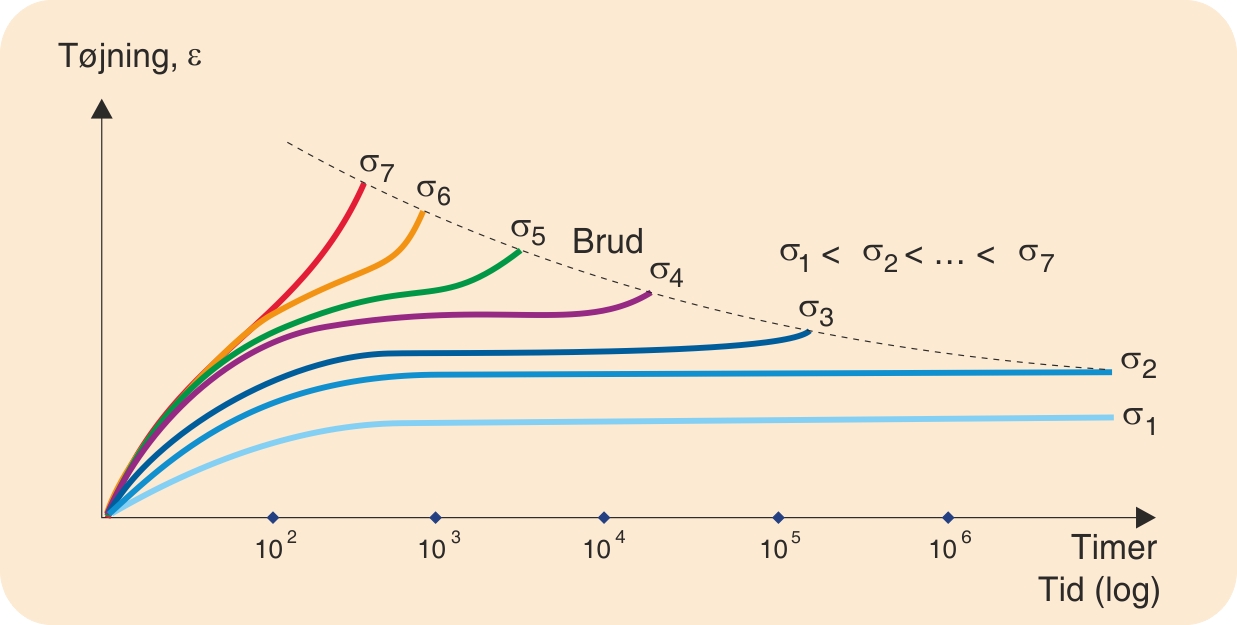
For at få brugbare krybedata må man udføre krybeforsøg ved forskellige laster og forskellige temperaturer. Ved at afbilde kurveskarer i samme diagram kan der uddrages en række ingeniørmæssigt interessante data, fx krybemodul, krybebruddata og isokrone spændings-tøjningsforløb.
Sådan et diagram er imidlertid ikke altid operationelt. Derfor konstruerer man ud fra diagrammets oplysninger en række andre diagrammer, som hver for sig har deres fordele, afhængigt af hvilken opgave der skal løses.
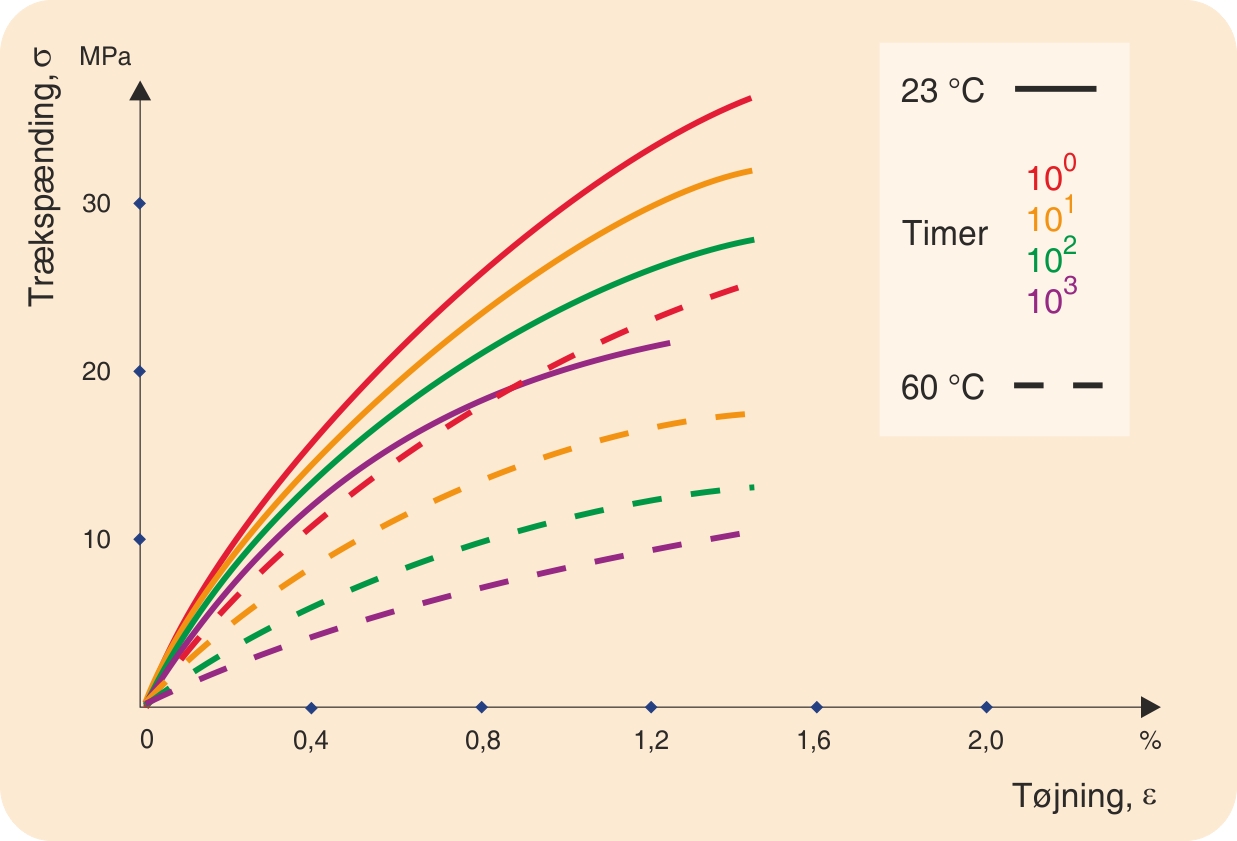
Et eksempel er et såkaldt isokront spændings-tøjningsdiagram (iso = samme, kronos = tid), hvor kurverne gælder for forskellige, konstante tider.
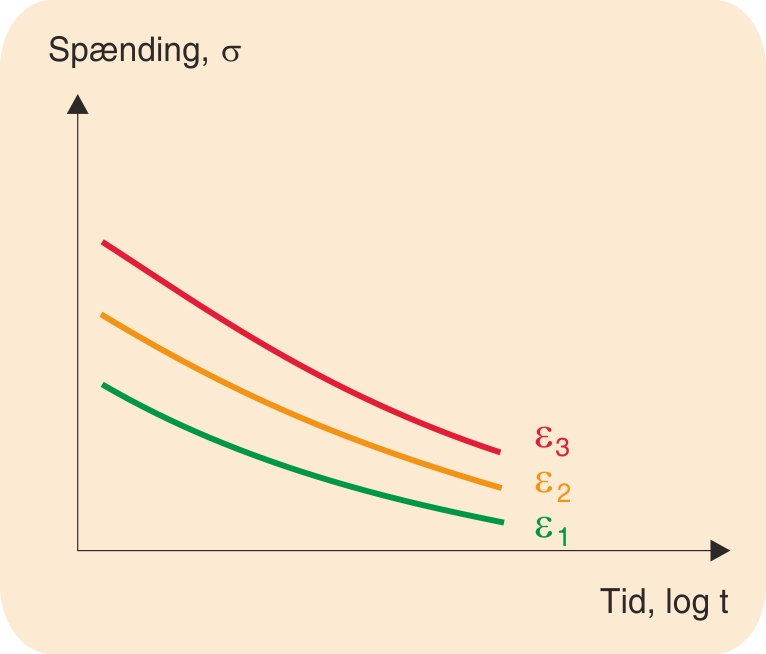
Et andet eksempel er det isometriske spændings-tidsdiagram, hvor det er hensigtsmæssigt at bruge logaritmisk tidsakse. Her er det tøjningen, der holdes konstant på en række forskellige værdier.
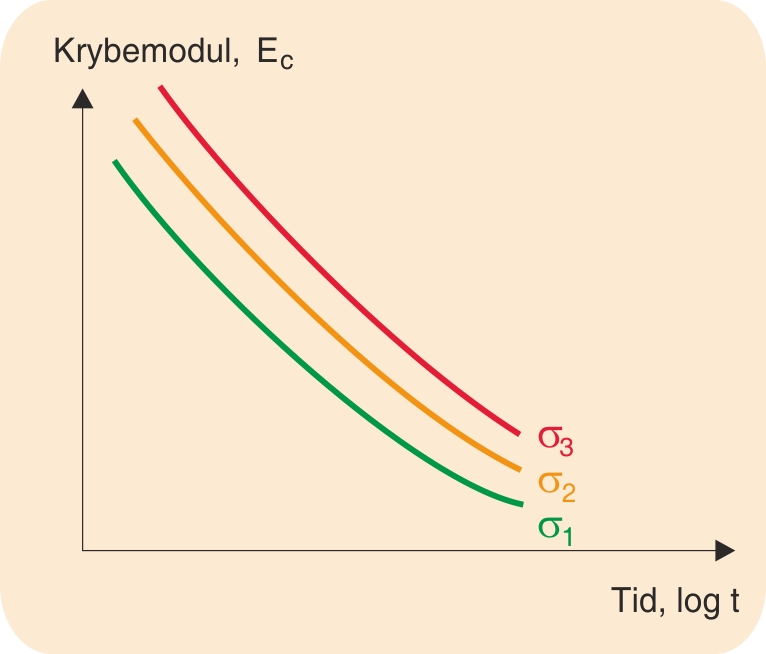
Endelig kan man med fordel afbilde krybemodulets tidsafhængighed ved fastholdt spænding eller deformation. Også her anvendes en logaritmisk tidsakse.
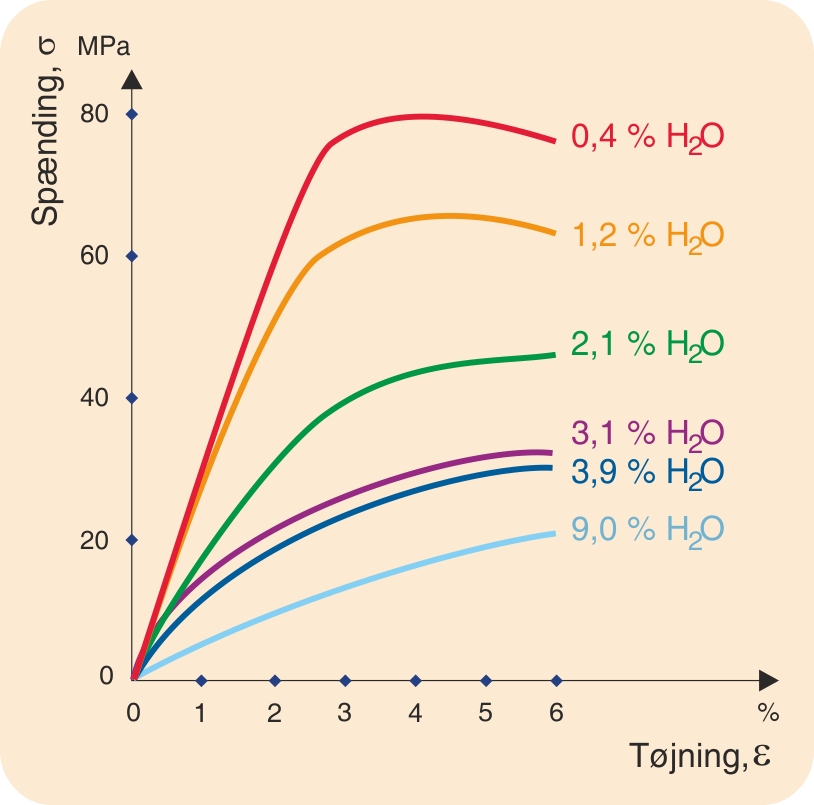
Som tidligere nævnt, vil krybeforholdene påvirkes af eventuel fugtoptagelse, idet der vil indtræde en blødgørende effekt. Desuden kan der ved efterkrystallisation og dannelse af tværbindinger forekomme sammentrækning, som kan tilsløre forholdene vedrørende krybning. Endelig vil ældning som følge af påvirkning af ultraviolet lys, oxygen og ozon påvirke materialernes krybeegenskaber.