Krybning
Når polymerer udsættes for mekanisk belastning, vil de deformeres ligesom alle andre materialer. Ved konstant belastning vil metaller i det væsentlige deformeres konstant. For polymerer gælder det derimod, at deformationen med tiden vil øges ved konstant belastning. Materialerne giver så at sige langsomt efter. Fænomenet kaldes krybning, og det er en væsentlig dimensioneringsfaktor for plastmaterialer.
Man taler om tre typer af deformation:
- Elastisk deformation
- Viskoelastisk deformation
- Plastisk (eller viskos) deformation
Elastisk deformation optræder momentant, når et materiale påtrykkes en mekanisk spænding. Den er uafhængig af tiden og vil i reglen være proportional med spændingen (Hookes lov). Metalkonstruktioner dimensioneres almindeligvis på basis af elastisk deformation.
For de fleste plastmaterialer er viskoelastisk og plastisk deformation imidlertid meget udpræget.
Læren om og studiet af materialers flydeforhold kaldes reologi. De reologiske forhold for polymerer er yderst vanskelige at afklare. For nemheds skyld benytter man sig ofte af simple modeller for at beskrive det, man kan observere.
Elastisk deformation kan således forklares som en vis udretning af valensvinkler i de enkelte atomer – en reversibel deformation.
Der sker imidlertid også en vis udretning af de ellers til en vis grad sammenkrøllede kædemolekyler, men den proces tager tid – den elastiske reaktion forsinkes. Denne viskoelastiske deformation er ligeledes reversibel.
Den plastiske deformation kan forklares ved, at kædemolekylerne glider i forhold til hinanden – en ændring, som er irreversibel og følgelig ansvarlig for den blivende deformation, som man altid kan observere i et plastmateriale, der har været udsat for mekanisk belastning i nogen tid.
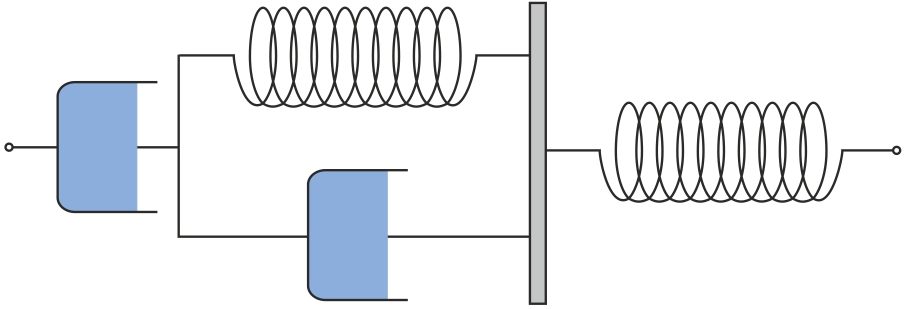
Figuren ovenfor er en mekanisk model til forklaring af de specielle deformationsforhold for plast. Den er sammensat af to gange to elementer, en fjeder og et væskestempel (en oliedæmper). Elementerne er to og to koblet henholdsvis parallelt (Kelvin-element) og i serie (Maxwell-element).
Det tilhørende deformationsbillede er vist på figuren nedenfor, hvor deformationen er afbildet som funktion af tiden efter påtrykning af en konstant mekanisk last og efterfølgende aflastning til nul.
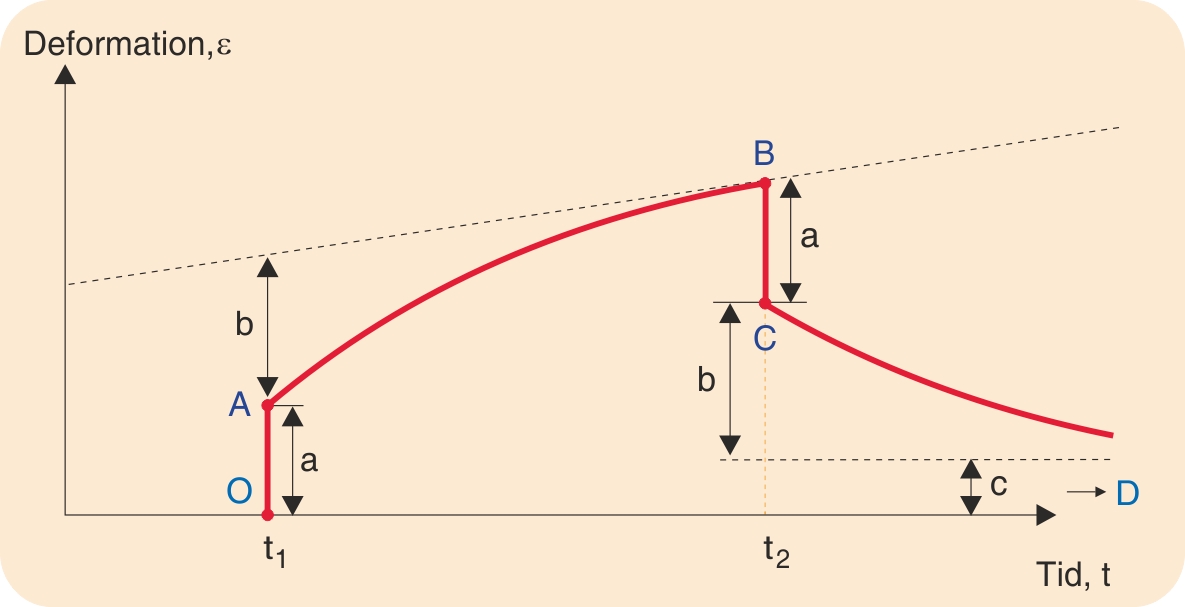
De enkelte faser i krybeforsøget illustreres ved den mekaniske model nedenunder.

Til tiden t1 påtrykkes en last svarende til, at der ophænges et lod i krogen under stemplet forneden.
Herved deformeres materialet øjeblikkeligt svarende til punkt A på krybekurven. På modellen illustreres det ved udretning af den øverste fjeder.
Efter nogen tid ved den konstante last vil deformationen øges svarende til punkt B på krybekurven. Denne reaktion er sammensat af en viskoelastisk og en plastisk (viskos) flydning; stemplerne i modellen har haft tid til at vandre fra nederste til øverste stilling.
Til tiden t2, der svarer til punkt B, aflastes materialet til nul (loddet under fjederen fjernes). Øjeblikkeligt trækker materialet sig sammen, idet den rent elastiske del af deformationen straks ophæves. På den mekaniske model illustreres dette ved sammentrækning af den øverste fjeder svarende til situation C.
Efterhånden som tiden går, vil den viskoelastiske del af deformationen ophæves; punkt D nås. På modellen sørger den anden fjeder for sammentrækning af det øverste stempel svarende til situation D.
Det ses, at deformationen aldrig bliver nul, men nærmer sig mere og mere til en bestemt værdi: Den plastiske deformation ophæves ikke, men manifesterer sig som en blivende deformation.
Denne fremstilling må dog betragtes som overordentligt forenklet, idet de faktiske forhold er mere komplicerede. Modellen illustrerer blot hovedtrækkene i polymerernes reologiske forhold. En svaghed er det blandt andet, at temperaturen er forudsat konstant.