Autoklavering
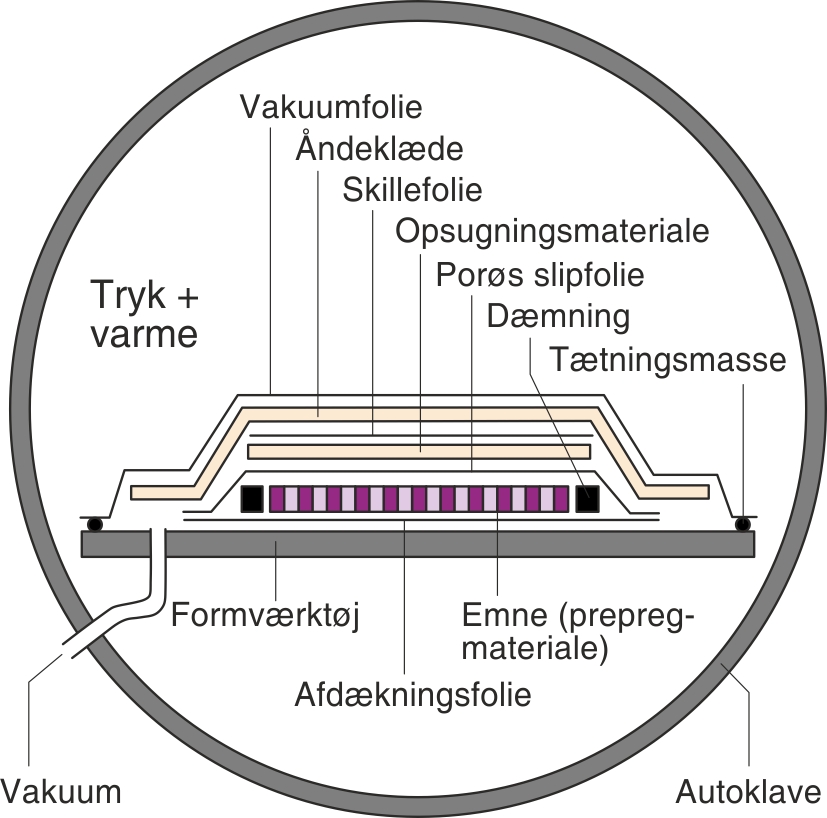
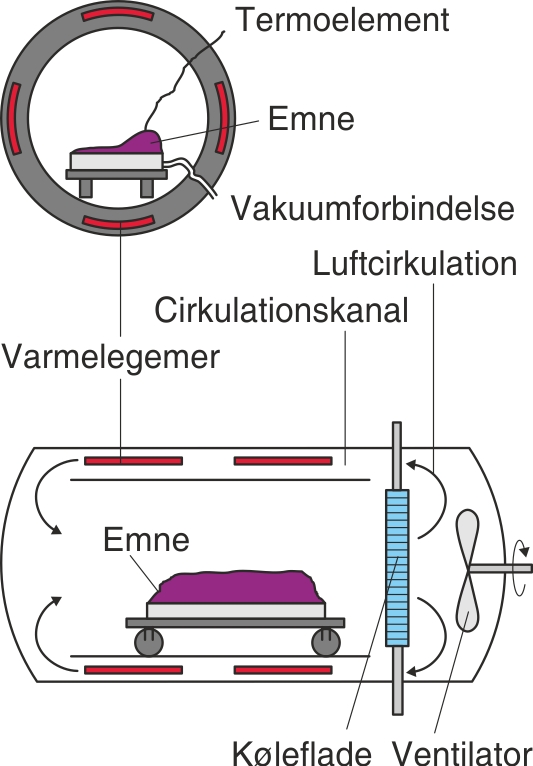
Ved fremstilling af plastbaserede fiberkompositter ved autoklavering anbringes en stabel eller pakke af rålaminatet i en autoklave, hvori det – efter først under vakuum at være blevet evakueret for indesluttet luft – udsættes for tryk og varme samtidigt.
Hærdeplastbaserede fiberkompositter kan formgives og hærdes ved tryk på 1 MPa og temperatur på 250°C.
Termoplastbaserede halvfabrikata kan formgives og konsolideres ved autoklavering med tryk op til 2 MPa og temperatur op til 450°C.
Autoklavens størrelse sætter selvsagt begrænsningen for, hvor store emner der kan fremstilles. De største autoklaver i dag er 10 m i diameter og 27 m lange. De anvendes hovedsageligt til fremstilling af komponenter til flyindustrien.
Autoklaveprocessen er en meget alsidig, men langsom proces, og procesudstyret er relativt dyrt.
Fordelen ved processen er, at der fremstilles emner af meget høj og ensartet standard, specielt fordi procestrykket let kan kontrolleres og reguleres, og fordi metoden sikrer ensartet trykfordeling – også på emner med kompleks geometrisk udformning.
Processen er derfor især udbredt i rumfarts- og luftfartsindustrien, anden højteknologisk industri og i forsøgs- og udviklingsarbejde til undersøgelse af nye materialer og til fastlæggelse af optimale procesbetingelser.
Prepregs er den type halvfabrikat, som anvendes mest ved autoklavering; men der er intet til hinder, for at et vådoplagt laminat, hvor fiberlagene påføres matrixmateriale, efterhånden som de anbringes i formen, også kan forarbejdes, sammenpresses og hærdes ved autoklavering.
Tynde lag af forimprægnerede fibre stables med skiftende fiberorientering for at danne det ønskede laminat som eksemplificeret på figuren nedenfor.
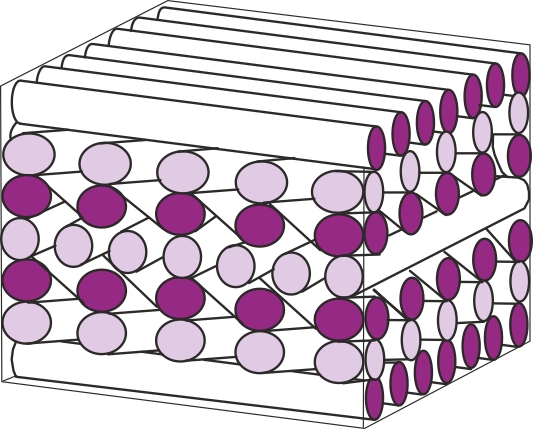
Brede og 0,125 mm tynde prepreg-folier med ensrettede fibre har vundet stor udbredelse, da de giver konstruktøren stor frihed til at vælge fiberorienteringer og godstykkelsesvariationer i laminatet. Ved fremstilling af emner med stor godstykkelse er det dog mere almindeligt at anvende ensrettede prepregs med større tykkelse eller prepregs fremstillet af vævet roving.