Egenskaber af glas-, carbon-, og aramidfibre
I tabellen herunder vises karakteristiske forhold ved fremstilling af de forskellige fibre og den deraf følgende indflydelse på omkostningerne.
Karakteristiske fremstillingsforhold ved forskellige fibermaterialer
| Fiberart | Udgangsmateriale | Trækproces | Temperatur (°C) | Trækhastighed | Omkostningsniveau |
| E-glas | Kvartssand og flusmiddel | Smelte | 1.400 | Høj | Lavt. Indeks = 1 |
| Carbon | PAN-fiber og Beg-fiber | Oxidation | 200-300 | Meget lav | Meget højt. Indeks = 25-130* |
| Carbon | PAN-fiber og Beg-fiber | Carbonisering | 800-1.500 | Meget lav | Meget højt. Indeks = 25-130* |
| Carbon | PAN-fiber og Beg-fiber | Grafitisering | 2.000-3.000 | Meget lav | Meget højt. Indeks = 25-130* |
| Aramid | Polymer i opløsning | Opløsning | – | Middel | Højt. Indeks = 20 |
Når fibermaterialernes egenskaber skal vurderes, må deres kemiske opbygning og struktur tages i betragtning.
Glas er et keramisk materiale. Glasfibrenes struktur er amorf og isotrop, hvilket vil sige, at de ikke har krystalkarakter, og at egenskaberne er ens i alle retninger.
Carbonfibre kan, som tidligere nævnt, betragtes som bestående af amorft kul i en krystallinsk grafitstruktur, som i en eller anden grad er orienteret i fibrenes retning.
Aramidfibre er stærkt orienteret. Aramid er en syntetisk, organisk polymer.
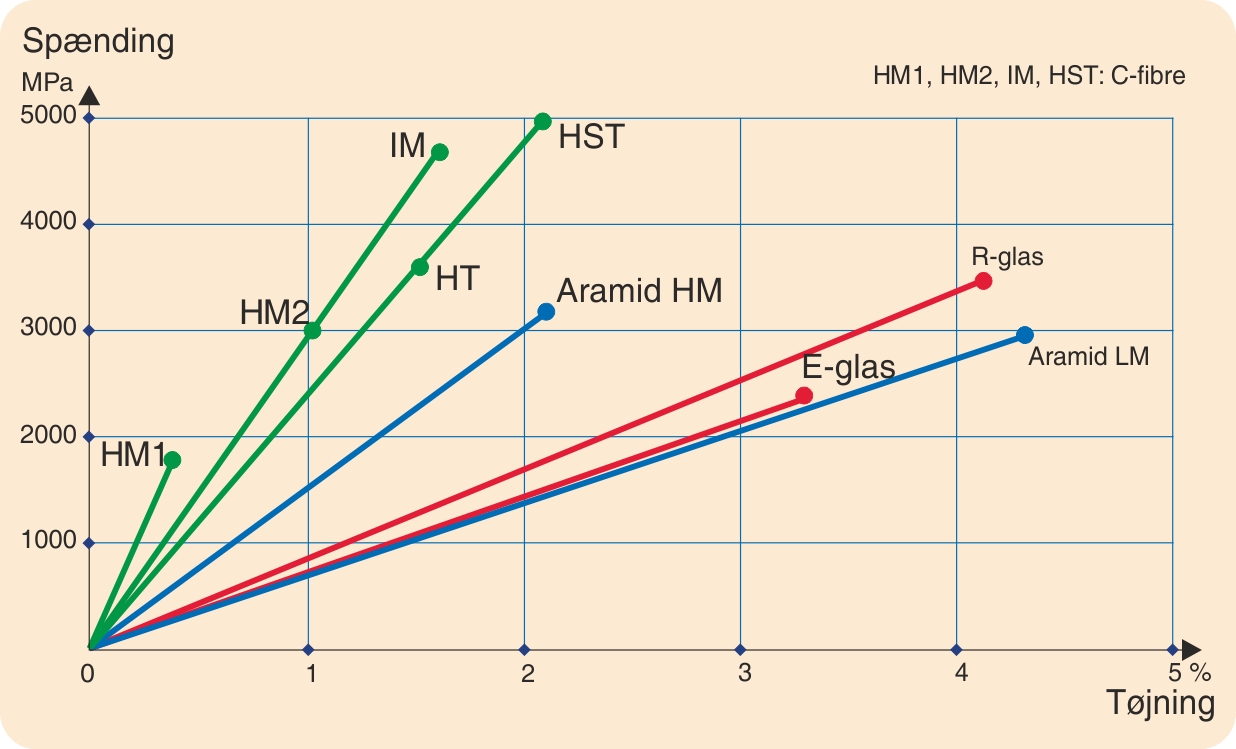
De mekaniske egenskaber af fibrene afspejler deres opbygning og de variationsmuligheder, der er praktisk opnåelige.
Bemærk i tabellen, at længdeudvidelseskoefficienten af carbon- og aramidfibre er forskellig i fiberretningen og på tværs af den; den er oven i købet negativ i længderetningen. Dette forårsages naturligvis af disse fibres stærkt orienterede struktur. Til sammenligning er glasfibrenes udvidelseskoefficient ens i alle retninger, fordi de er amorfe.
Fiberegenskaber
Fysiske egenskaber af glas-, carbon-, og aramidfibre
| Fibertype | Massefylde | Trækstyrkebrud | Elasticitetsmodul ved træk i fiberretningen | Elasticitetsmodul ved træk i på tværs af fiberretningen | Brudtøjning | Længdeudvidelseskoefficient i fiberretningen | Længdeudvidelseskoefficient i fiberretningen | Varmeledningsevne | Dielektricitetskonstant | Specifik modstand | Fugtoptagelse ved 20°C og 65 %rf |
|---|---|---|---|---|---|---|---|---|---|---|---|
| kg/m3 | MPa | 10^3 MPa | 10^3 MPa | % | 10^6/°C | 10^6/°C | W/m x °C | Ɛ | Ωcm | % | |
| E-glas | 2.540 | 2.400 | 73 | 73 | 3.8 | 5 | 5 | 1 | 6,1-6,7 | 10^14 – 10^15 | ≤ 0,1 |
| Carbon HM1 | 1.960 | 1.750 | 500 | 5.7 | 0,35 | -1.5 | 30 | – | Ledende | 10^-4 – 10^-3 | |
| Carbon HM2 | 1.800 | 3.000 | 300 | – | 1,0 | -0,2 | – | 115 | Ledende | 10^-4 – 10^-3 | |
| Carbon HT | 1.780 | 3.600 | 240 | 15 | 1,5 | -0,5 | 10 | 17 | Ledende | 10^-4 – 10^-3 | ≤ 0,1 |
| Carbon HST | 1.750 | 5.000 | 240 | – | 2,1 | -0,1 | – | 17 | Ledende | 10^-4 – 10^-3 | |
| Carbon IM | 1.770 | 4.700 | 295 | – | 1,6 | – | – | – | Ledende | 10^-4 – 10^-3 | |
| Aramid HM | 1.450 | 3.000 | 130 | 5,4 | 2,1 | -2 | 17 | 0,04 – 0,05 | 2,5 – 4,1 | 10^15 | ~3,5 |
| Aramid LM | 1.440 | 2.800 | 65 | – | 4,3 | – | – | – | – | 10^15 | ~7,0 |