Stangværktøjet
Afkøling af emner i delkrystallinske plast giver stort svind.
Svindet er så stort, at det ved meget tykvæggede emner, fx massive stænger, er nødvendigt at kompensere derfor.
Uden det rigtige værktøj vil det være vanskeligt at overholde tolerancer og at undgå sugninger, lunker og spændinger. Til denne opgave findes det såkaldte køledyseværktøj.
Ved ekstrudering af massive stænger må dysen have en vis længde, så plastmassen efter at have været gennem hulpladen, hvor den er blevet delt op i stort antal små strenge, igen kan nå at flyde sammen til en homogen masse.
Dysens længde øger flydemodstanden og giver dermed det ønskede tryk i plastmassen.
Dyselængden afgøres af materialets viskositet, hvor høj viskositet (sejtflydende) giver dårlig sammenflydningsevne.
Ved lavviskose materialer er profildysens længde ca. 5 × diameteren.
Ved højviskose materialer burde længden være ca. 10 × diameteren, men i praksis afkortes værktøjet ved at indsætte en konus som fortrængningslegeme.
I værktøjet udvides diameteren i første omgang, og så formindskes den igen. På denne måde tvinges plastmassen til længere ophold under højt tryk.
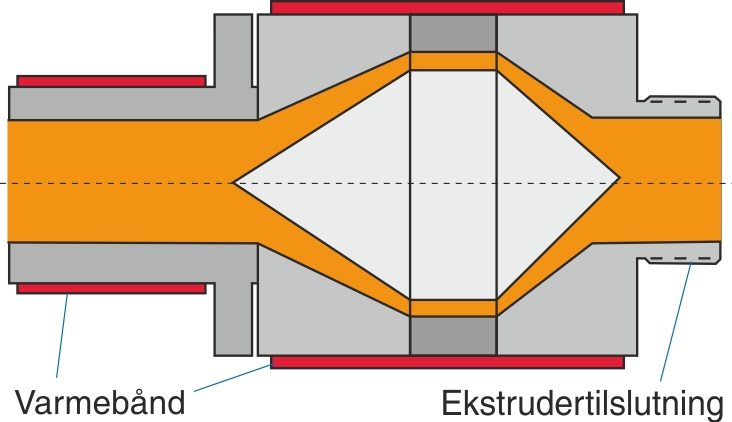
I værktøjet udvides diameteren i første omgang, og så formindskes den igen. På denne måde tvinges plastmassen til længere ophold under højt tryk.
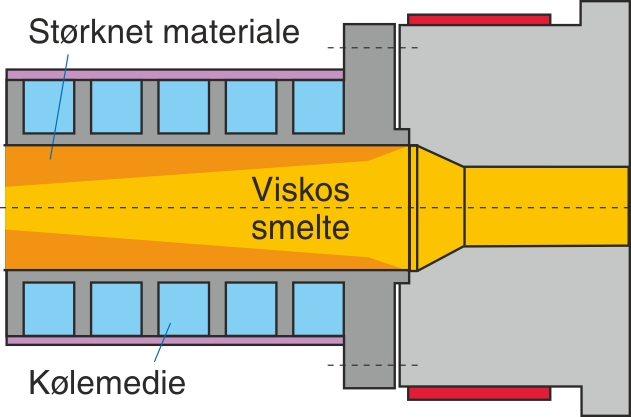
For at undgå dannelse af sugninger og lunker må emnets indre efterfyldes med materiale for at udligne størkningssvindet. Denne efterfyldning må nødvendigvis foregå, mens materialet i emnets indre stadigt er viskost.
Ved kraftig afkøling ved dysen størkner massen ved kalibratorens væg i et stadigt tykkere lag og yder modstand mod videre transport på grund af friktion.
Friktionen opbygger et tryk i dysen, som gør det muligt for snekken at presse materiale ind i midten af emnet, hvorved størkningssvindet udlignes.