Profilværktøjet
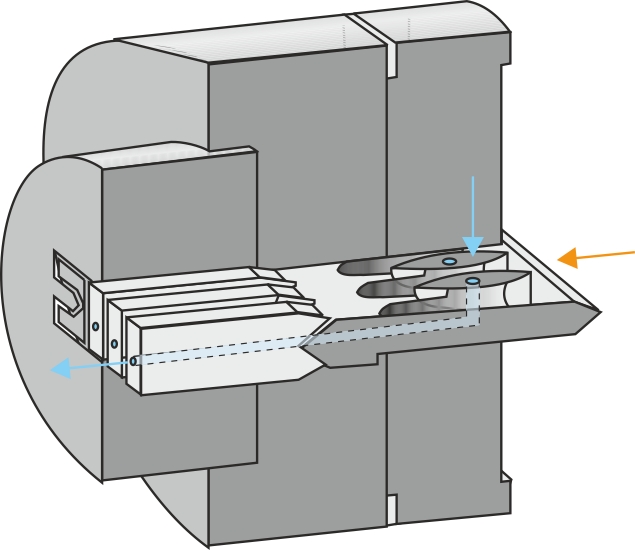
Ekstruderen er monteret med profilværktøj, der kan forme den blødgjorte plast til et profil. Profiler kan fremstilles både hule og massive. Vægtykkelsen i profilet kan være forskellig, hvilket kan stille endog store krav til gennemstrømningsforholdene i formværktøjet. Her er det meget vigtigt at være opmærksom på korrekt klargøring af værktøjet (polering).
De materialer, der anvendes, kan være næsten alle typer af plast og i næsten alle hårdhedsgrader fra meget bløde tætningslister til hårde og stive profiler til fx vinduer og døre.
Ekstruderen trykker det varme plastmateriale ud gennem profilværktøjet, hvor det passerer dysen og kommer ud som et blødt profil med samme ydre form som værktøjet og den efterfølgende kalibrator.
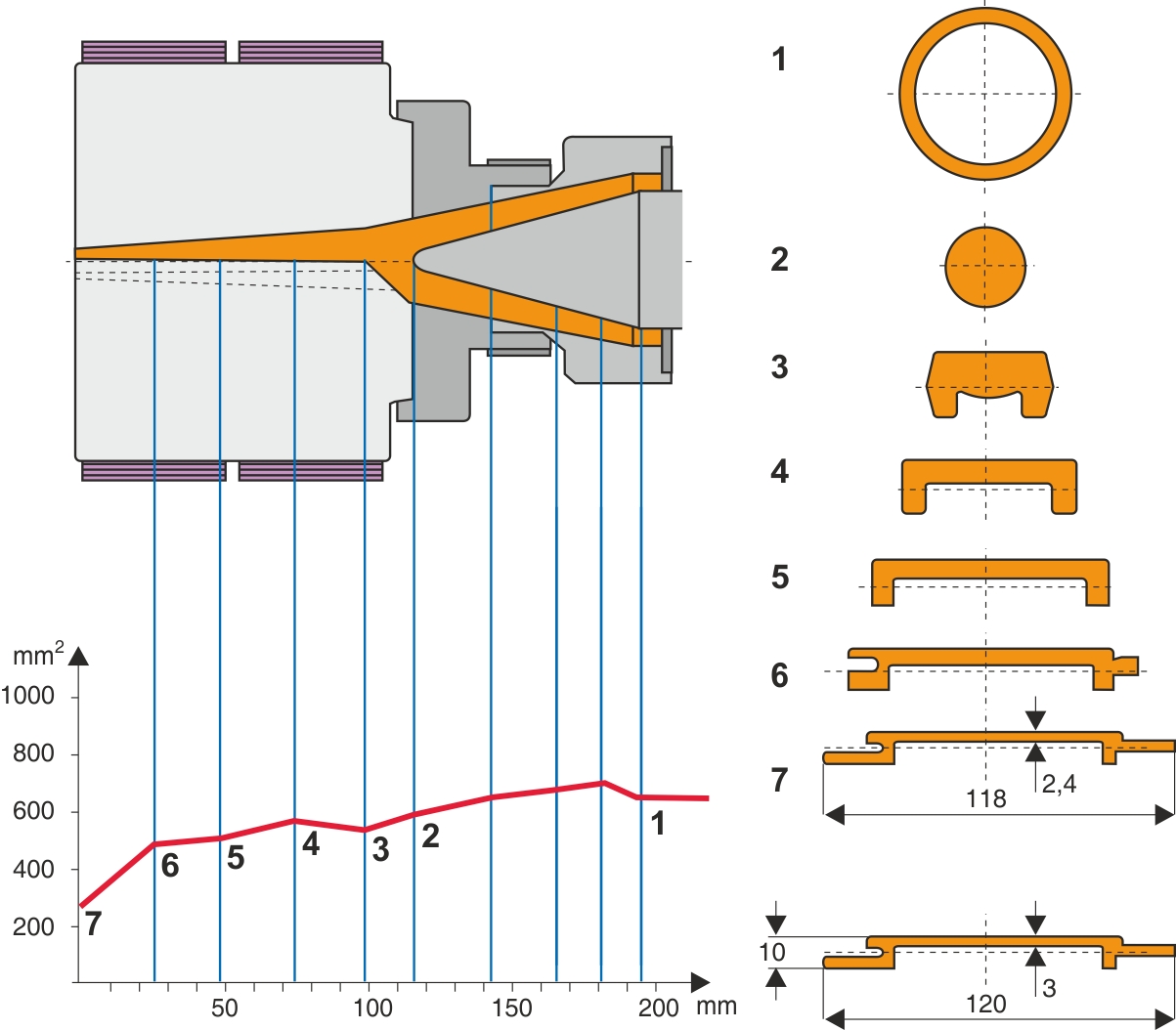
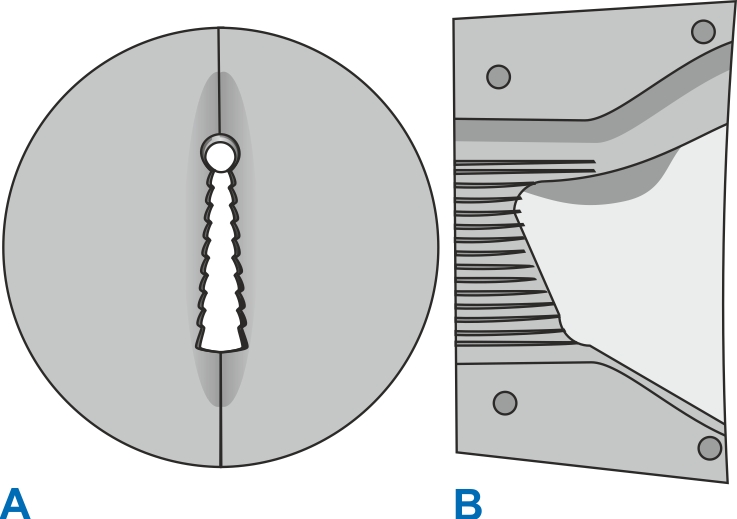
I profilværktøjet er dyseåbningen udformet efter geometrien på det profil, man ønsker at fremstille.
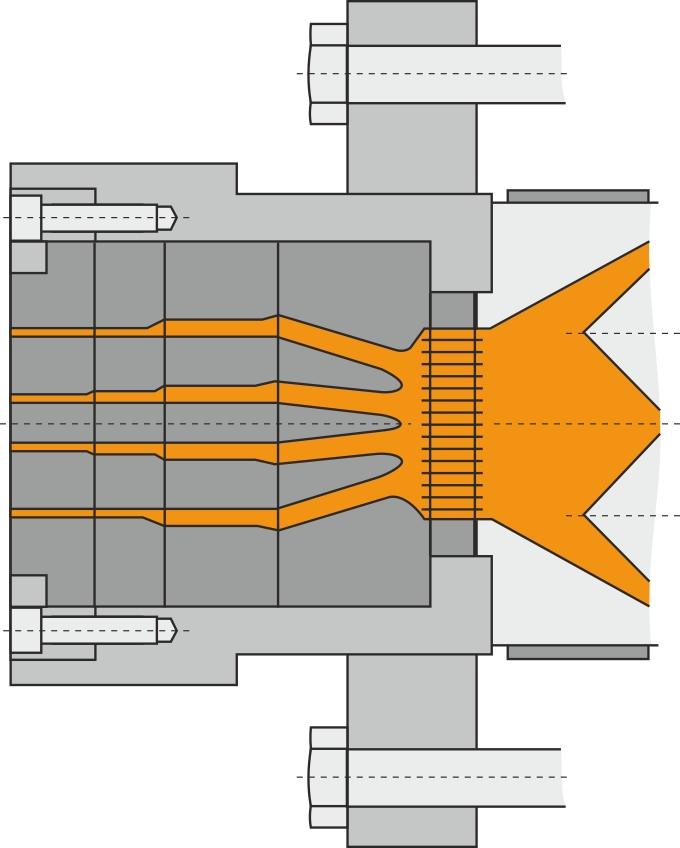
Vi ved, at plastsmelten strømmer hurtigst i midten af et tværsnit på grund af friktionen mellem værktøjsvæggen og smelten. Det yderste materialelag bremses.
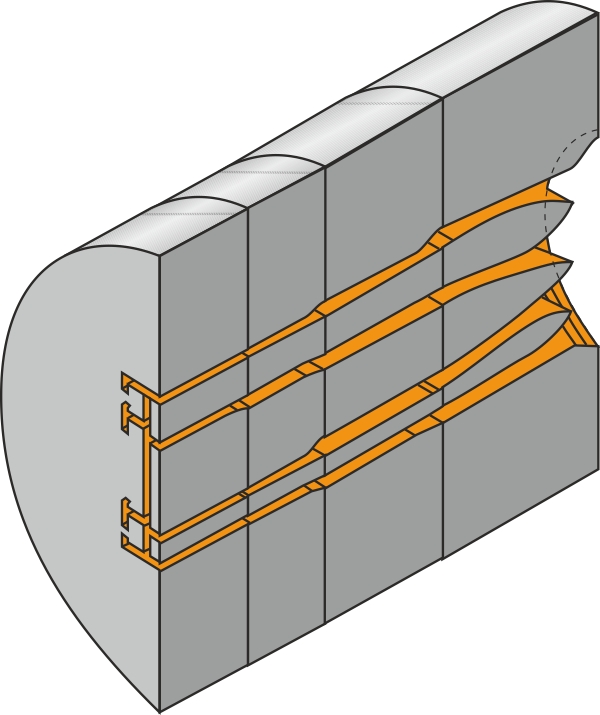
Mange profiler har ikke den samme godstykkelse overalt. I de store tværsnit vil smelten strømme hurtigst og derved tvinge profilet til at vride sig eller bøjes. For at undgå dette regulerer man hastighedsprofilet ved at ændre på værktøjskanalernes friktion.
Lad os se på et eksempel.
Ekstrudering af profiler især med uens godstykkelse er meget følsom over for variationer i proces og materiale. Den balance, som er opnået ved et samspil af friktion mellem værktøjsoverfladen og materialet samt materialets indre strømningskarakteristik, kan ødelægges ved ændringer i:
- Smøremiddelindhold
- Smelteindeks
- Molekylefordeling
- Massetemperatur
Ved fremstilling af værktøjet skal der tages hensyn til materialets termiske svind. Værktøjet skal have overmål. Der er nemlig begrænsede muligheder for at kalibrere det ekstruderede profil, idet profilet vil ændre dimensioner forskelligt ved nedtrækning.
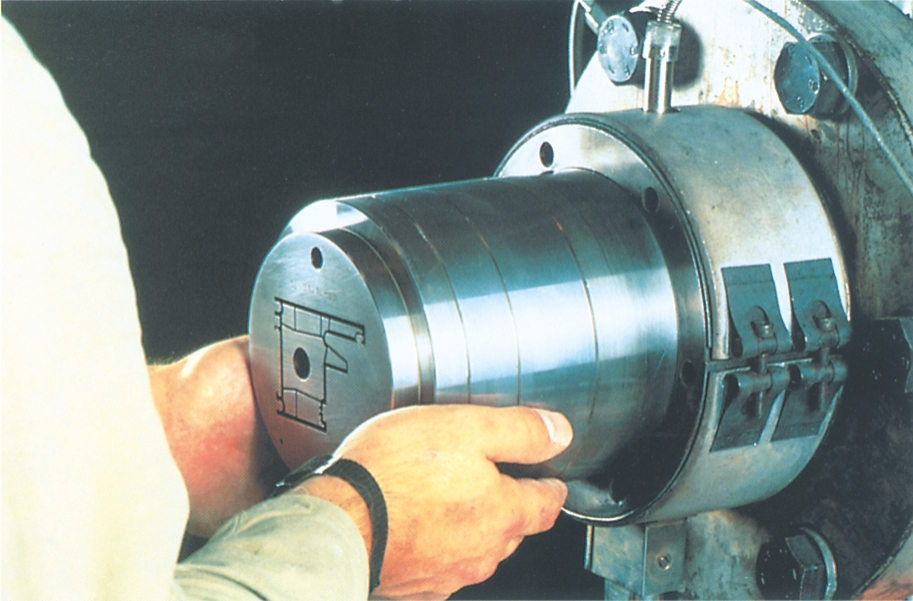
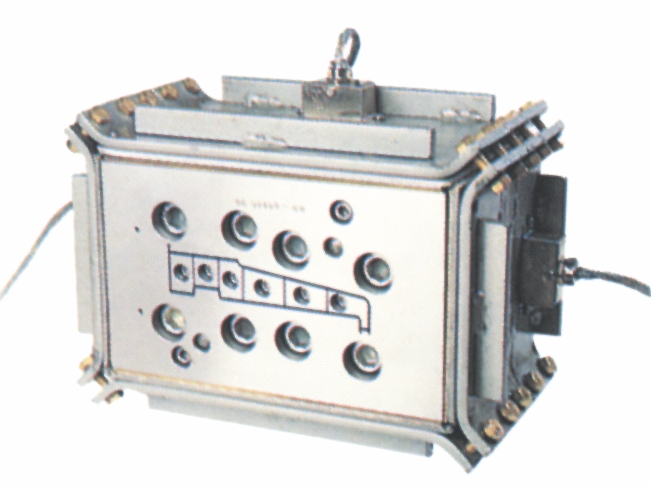
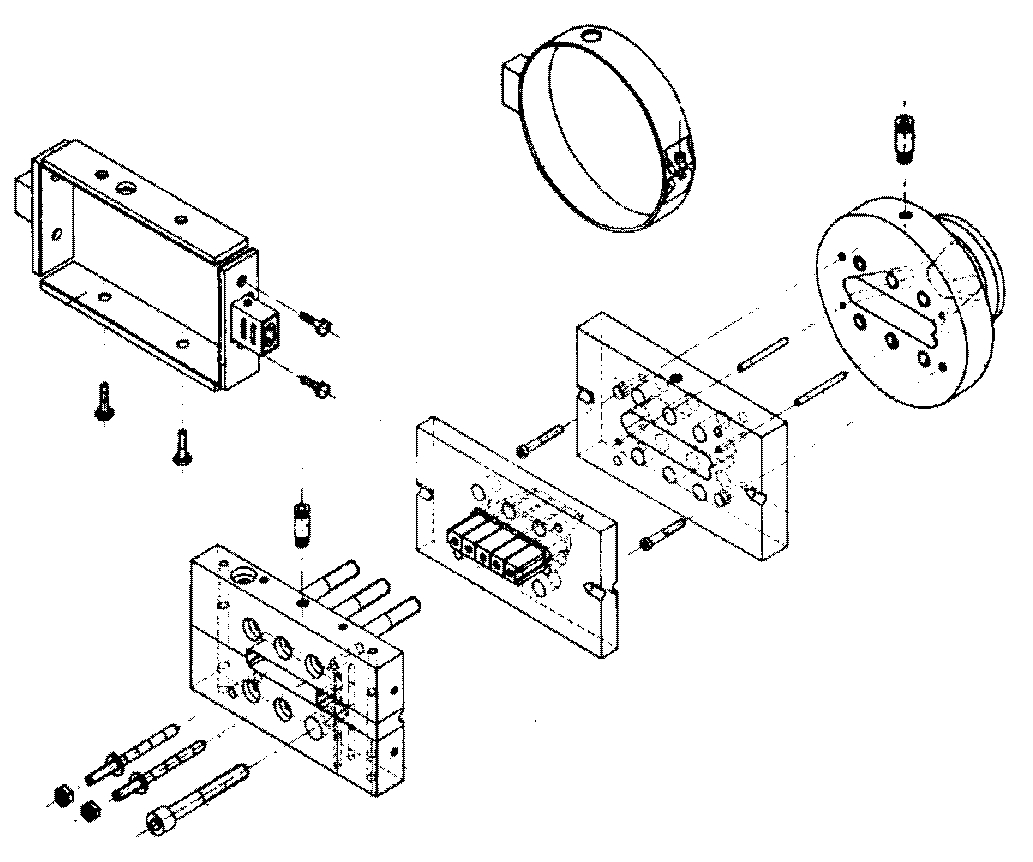
Profilværktøj
Bemærk forskellen på længden af glattezonerne. Bemærk desuden kanalerne til støtteluft.