Kalibrering
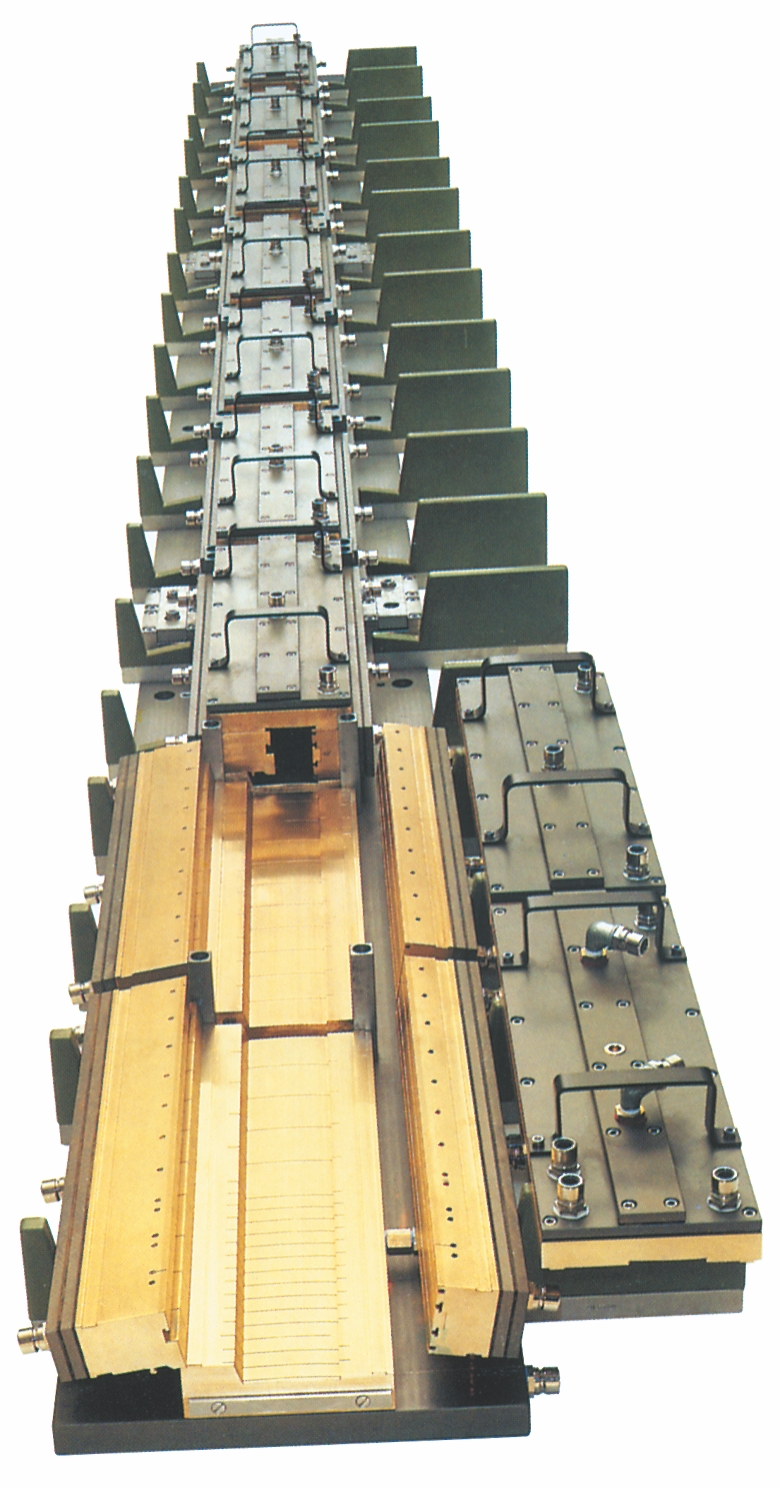
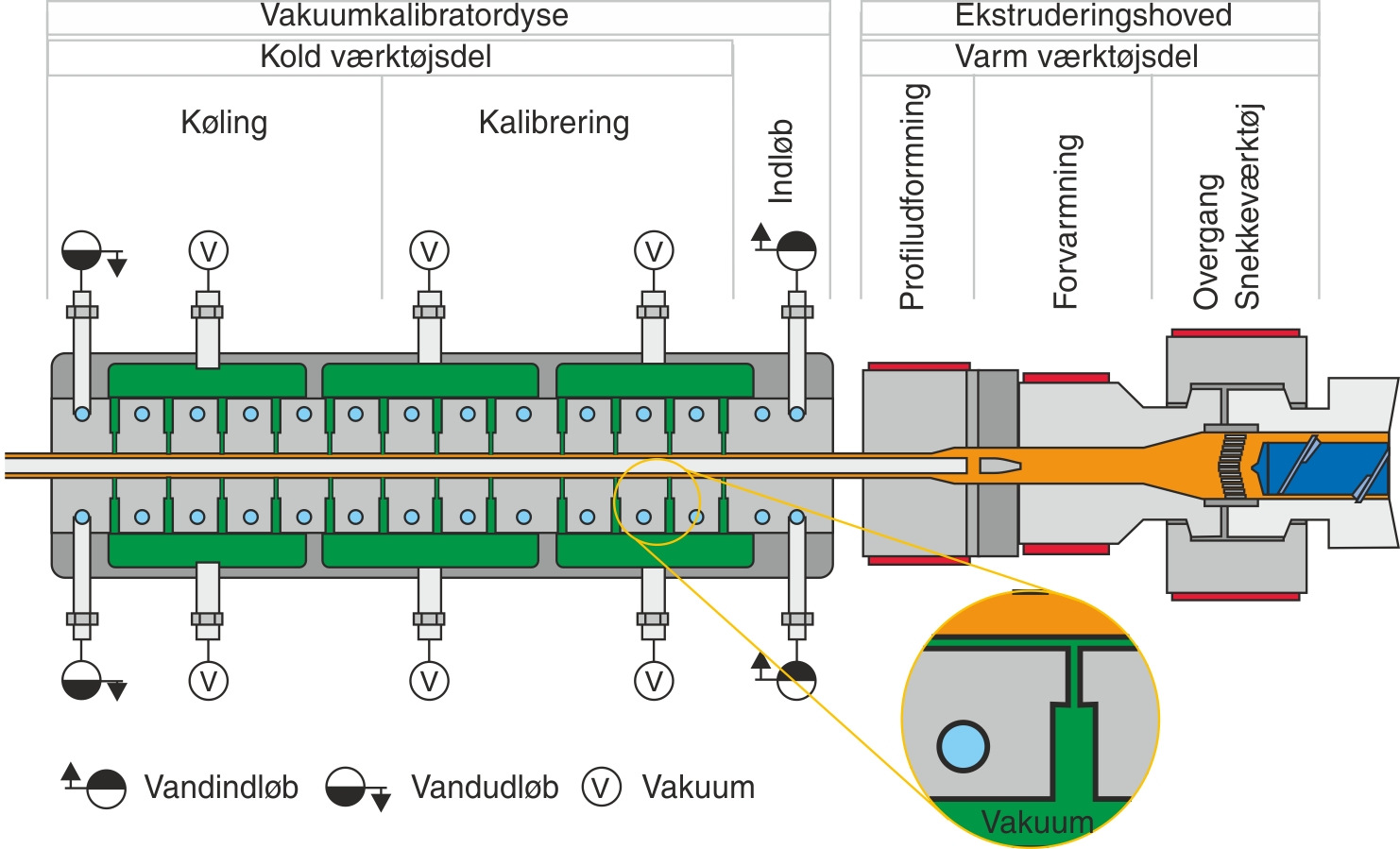
Profilet føres indvendigt i en kalibrator, som skal glatte, køle og derved fiksere profilets udvendige side på de korrekte mål. Kalibratoren er ofte udført af en bronze/messing-legering, som har ekstremt god varmeledningsevne. Problemet er blot, at disse kalibratorer er meget lette at ridse. Så vær meget forsigtig ved rengøring og håndtering.
Kalibratoren kan have forskellige funktioner og udformninger afhængigt af plasttypen.
For at opnå tilstrækkelig køling og fastholde de udvendige mål fortsætter profilet måske igennem flere kalibratorer og måske igennem kølekasser fyldt med vand eller en række brusere for at opnå tilstrækkelig køling af profilet.
Emnets yderside afkøles først, hvorved den ydre form fastholdes, mens den indre stadigt har frihed til at trække sig sammen under den videre afkøling. Disse temperaturforskelle medfører svinddifference og dermed spændinger i det færdige profil. I værste fald kan der opstå lunker fx ved tosidig afkøling af profiler.