Coekstrudering
Inden for alle de nævnte eksempler er det desuden muligt at foretage det, der hedder coekstrudering. Det betyder, at man har to eller flere ekstrudere (normalt maksimalt seks), som afleverer plastmassen ind i det samme værktøj. Værktøjet er da udstyret med så mange kanaler eller flydeveje, at hver ekstruders plastmasse kommer til at danne et lag i fx folien. Plastmassen flyder ikke sammen inde i værktøjet (det er jo ikke flydende, kun dejagtigt).
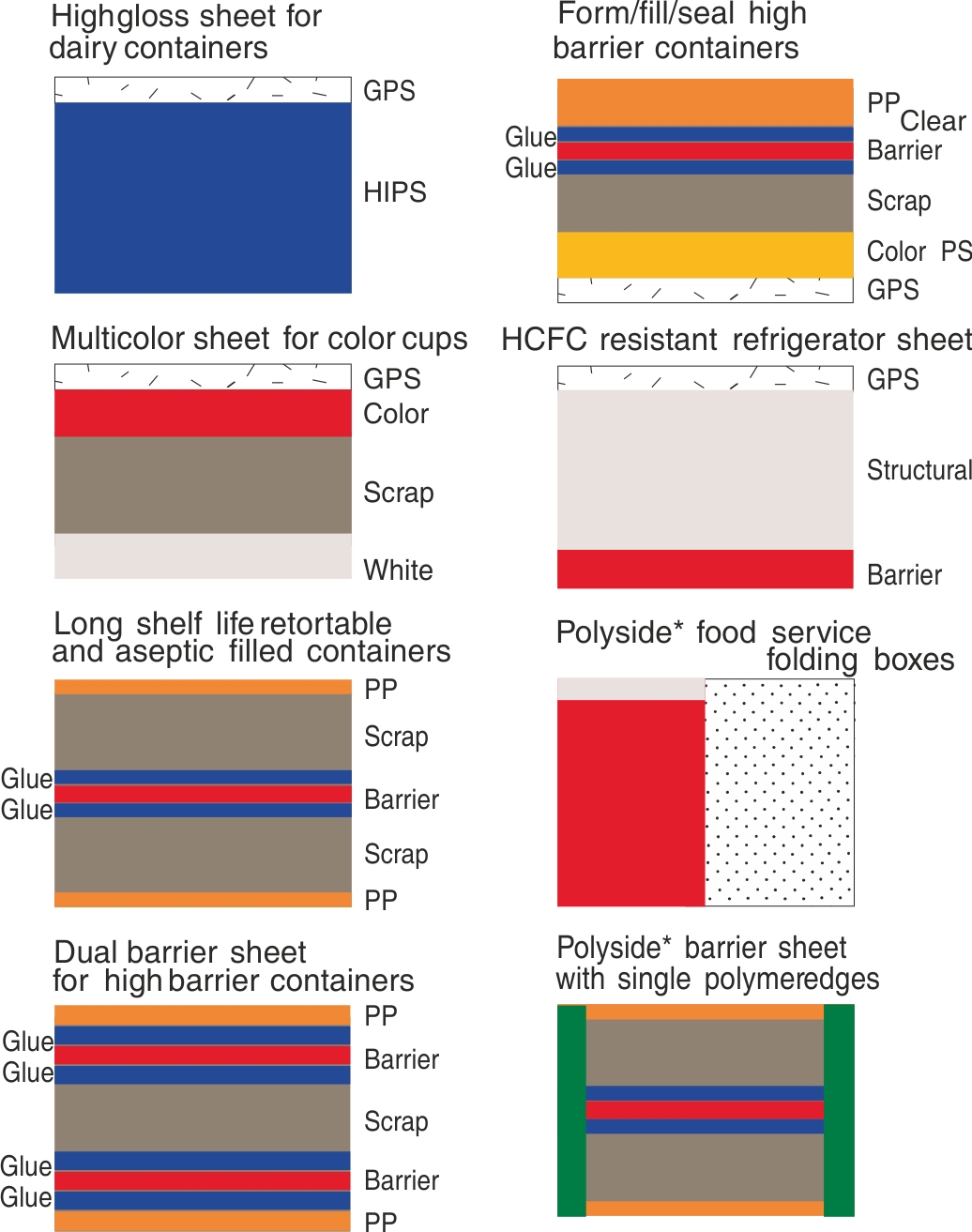
Plastlagene lægger sig lag mod lag, ligesom vi kender det fra lakridskonfekt. Derved er det muligt at lave fx folie til en pose, som er sort indvendigt, hvid i midterlaget og grøn udvendigt. Man kan også bruge forskellige typer eller kvaliteter af plast til de forskellige lag. Ofte bruges genbrugsplast til det midterste lag.
Coekstrudering anvendes også, hvis man fx ønsker at fremstille et profil i flere farver. Det synlige er måske kulørt, mens det øvrige er gråt eller hvidt.
Måske ønsker man at fremstille et profil med en blød ”læbe” til tætning omkring vinduer. Her leder den ene ekstruder den hårde plasttype ind til selve profilet, mens den anden leder plasten ind til den bløde læbe. Inde i værktøjet mødes plasttyperne og smelter sammen.
Ikke alle plasttyper kan smelte sammen, så det kræver viden og kendskab, når der skal vælges plasttyper (se nedenstående skema).
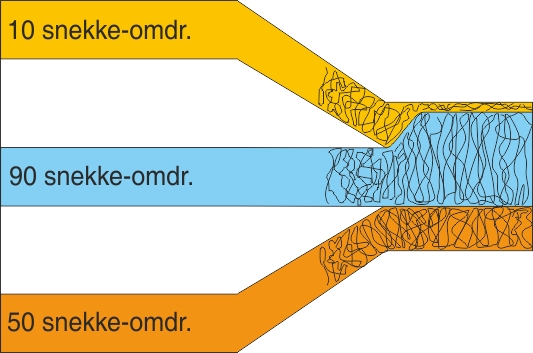
I forbindelse med coekstrudering kan der ofte opstå et problem omkring orienteringsforholdene i plasten, når der ekstruderes med forskellig flydehastighed i værktøjet. Det gør sig især gældende, når plasten fremføres i to, tre eller flere kanaler. Hvis disse kanaler er af samme størrelse, og flydehastigheden er forskellig, vil der, hvor de mødes, ske en opbremsning af plasten i det midterste lag, og dermed opstår en overvejende tværgående orientering i plasten (se billedet), mens der vil ske en acceleration og strækning af plasten i det øverste lag med langsgående orientering af plasten i toplaget til følge.
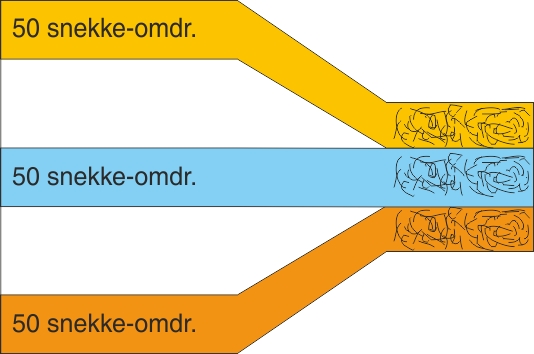
Disse problemer imødegås imidlertid, hvis kanalerne i værktøjet er tilpasset i størrelse til den lagfordeling, de hver især skal levere.
Ved fladdyseekstrudering undgås problemet ofte, ved at lagene mødes i en fordelerblok, inden de kommer ind i værktøjet. Derefter flyder alle lag i den samme kanal resten af vejen gennem værktøjet. Men det er kun muligt på grund af værktøjets udformning.
Vedhæftningsevne ved coekstrudering
Med hensyn til hvilke materialer der kan coekstruderes, vises et skema over almindeligt anvendte plasttyper, samt hvor velegnet disse typer er til at hæfte til hinanden.
| Materiale | PELD | PEHD | PP | PSLI (low impact) | PSMI (medium impact) | PSHI (high impact) | PS Krystal | ABS* | ABS | Blødgjort PVC | Fleksibel PVC | PC | PUR | PMMA | Nitriler (gummi) | PA 6 | EVA | SBS (styren-buta-dien-styren-tri-blokcopolymer) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| PELD | G | G | G | D | D | D | D | D | D | D | D | D | D | D | D | D | G | G |
| PEHD | G | G | G | D | D | D | D | D | D | D | D | D | D | D | D | D | G | G |
| PP | G | G | G | D | D | D | D | D | D | D | D | D | D | D | D | D | G | G |
| PSLI (low impact) | D | D | D | G | G | G | G | G | D | D | D | D | R | D | D | D | G | G |
| PSMI (medium impact) | D | D | D | G | G | G | G | G | D | D | D | ? | R | D | D | D | G | G |
| PSHI (high impact) | D | D | D | G | G | G | G | G | D | D | D | ? | R | D | D | D | G | G |
| PS Krystal | D | D | D | G | G | G | G | G | D | D | D | ? | R | D | D | D | G | G |
| ABS* | D | D | D | G | G | G | G | G | G | G | G | ? | R | G | D | D | G | G |
| ABS | D | D | D | D | D | D | D | G | G | G | G | ? | R | G | D | D | G | G |
| Blødgjort PVC | D | D | D | D | D | D | D | G | G | G | G | U | G | G | D | U | G | ? |
| Fleksibel PVC | D | D | D | D | D | D | D | G | G | G | G | U | G | G | D | U | G | ? |
| PC | D | D | D | D | ? | ? | ? | ? | ? | U | U | G | ? | G | D | ? | ? | ? |
| PUR | D | D | D | R | R | R | R | R | R | G | G | ? | G | ? | D | ? | ? | R |
| PMMA | D | D | D | D | D | D | D | G | G | G | G | G | ? | G | D | ? | ? | ? |
| Nitriler (gummi) | D | D | D | D | D | D | D | D | D | D | D | D | D | D | G | D | R | R |
| PA 6 | D | D | D | D | D | D | D | D | D | D | D | ? | ? | ? | D | G | D | D |
| EVA | G | G | G | G | G | G | G | G | G | G | G | ? | ? | ? | R | D | G | ? |
| SBS (styren-butadien-styren-triblokcopolymer) | G | G | G | D | D | D | D | D | D | ? | ? | ? | R | ? | R | D | ? | G |