Opvarmning af cylinderen
Plast er en dårlig varmeleder, hvilket medfører, at det er vanskeligt at få varmen ind i plastmaterialet, og det er vanskeligt at få den jævnt fordelt.
Det forhold er man nødt til at tage hensyn til i produktionsprocesserne.
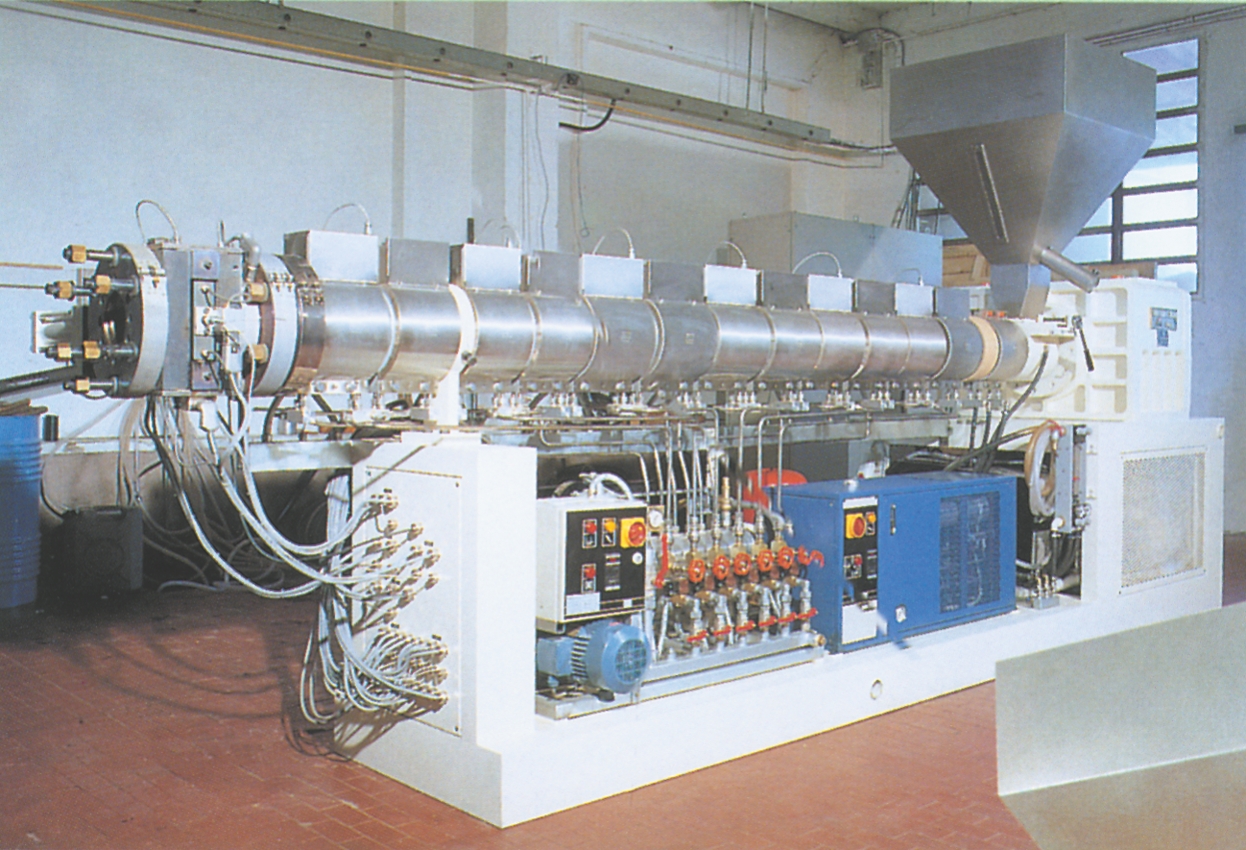
Opvarmning af plasten i ekstruderen foregår bl.a. ved hjælp af de uden på cylinderen anbragte varmebånd. For at kunne styre temperaturen er der for hver zone anbragt en føler og en temperaturstyring.
En zone kan bestå af flere varmebånd, der tændes og slukkes samtidigt. Føleren er da anbragt i midten af de tilhørende varmebånd.
Dog må det her gentages, at det ikke alene er varmebåndene, der opvarmer plasten til forarbejdningstemperaturen. Varmebåndene yder kun et tilskud af varme til plastificeringsprocessen. Resten er friktionsvarme.
Plasten vil undervejs komme i berøring med den varme cylindervæg. Men på grund af den dårlige varmeledning er det kun den del af granulatet, som rører ved cylinderen, der blødgøres. Snekkens opgave er derfor at få materialet til at rotere, således at granulatkornene blødgøres på hele overfladen. Snekkens udformning, kompressionsforholdet, er medvirkende til, at plasten bliver presset hårdere og hårdere mod cylinderen. Derved presses granulatkornene ”flade”, og de endnu kolde områder kommer i berøring med cylinderen og bliver blødgjort.
I pumpezonen, hvor der er mindst plads, foregår den sidste blødgøring og æltning af plasten.
Ved mange materialetyper sætter man temperaturen lavest ved tragten. Derefter sætter man oftest temperaturen højere og højere hen mod snekkespidsen. Som en tommelfingerregel kan man i mange tilfælde sætte indgangstemperaturen ca. 20 °C lavere end udgangstemperaturen, som sættes tilsvarende den vejledende forarbejdningstemperatur i databladet.