Suger
Granulatet eller pulveret leveres normalt i sække a 25 kg eller i octabiner med ca. 1.000 kg (ca. 2 meter høj paptønde på en specialpalle). Materialet hældes i ekstruderens tragt enten manuelt eller ved hjælp af en suger monteret over tragten. Sugeren suger fra octabinen eller via et rørsystem fra store centrale tankanlæg.
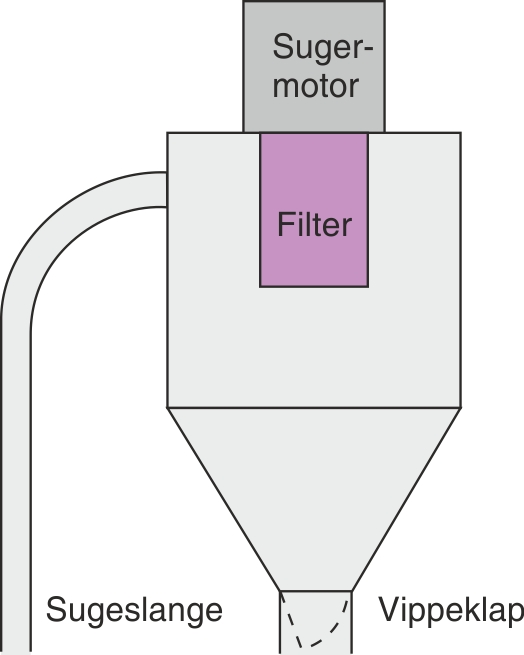
I materialesugere er der anbragt et filter, som forhindrer plast og støv i at fortsætte ind i sugemotoren.
Når sugeren starter, suges vippeklappen op, og hullet i bunden af be-holderen lukkes. Når sugeren stopper, trykker materialet klappen ned og falder ned i tragten på ekstruderen, eller måske ned i et automatisk indvejningssystem (et system med en vægt, der vejer råvaren, således at den automatiske styring kan regulere aftrækshastigheden og derved bevare den samme godstykkelse på emnet).
Ved materiale- eller farveskift er det overordentlig vigtigt, at man renser eller skifter filteret. Desuden skal sugeslangen, beholderen på sugeren, eventuelt indvejningssystem og tragten rengøres meget omhyggeligt.
Et enkelt overset granulatkorn eller farverester kan give affald flere timer efter eller produktionsstop, hvis der går hul i emnet.
Ekstruderføreren må gøre sig klart, at det er lige så vigtigt at have opmærksomheden rettet mod råmaterialet som mod selve forarbejdningen.