Temperaturprofil
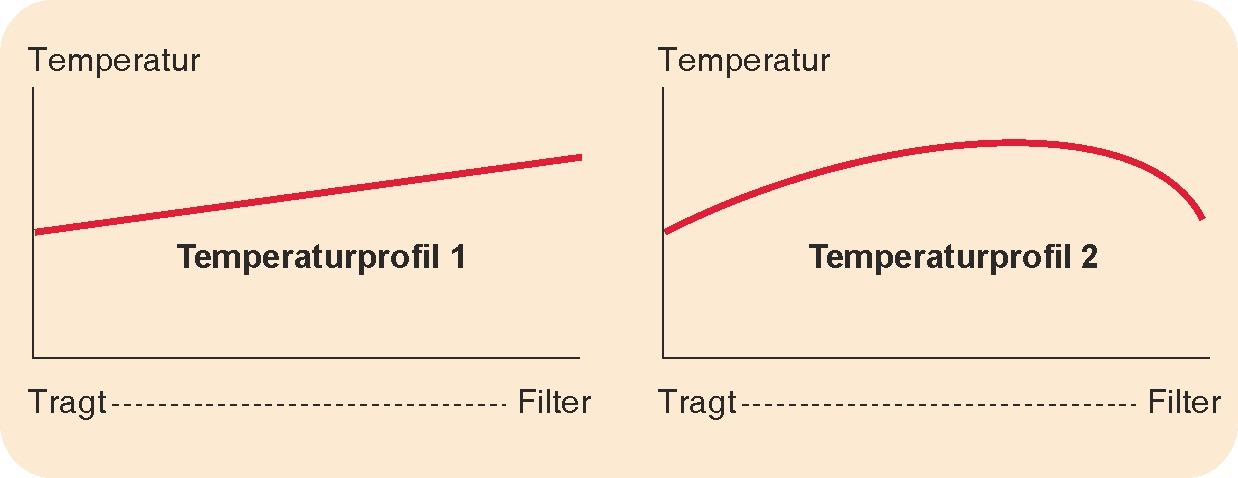
Temperaturprofil er et udtryk for, hvordan man har sat temperaturen i de forskellige zoner. Temperaturprofilen kan være stigende eller faldende, eller stigende i starten og dernæst faldende osv.
I nogle tilfælde, hvor man får en dårlig blandet eller plastificeret masse, kan det måske hjælpe at tvinge temperaturen i pumpezonen ned ved hjælp af kølingen/køleblæseren i pumpezonen (se temperaturprofil 2).
Det kan fx gøres for at opnå højere modtryk, når plasten skal gennem filteret/spærreringen.
På denne måde vil kompressionszonen komme til at arbejde hårdere og dermed tilføre mere friktionsvarme. Når plasten således smeltes på et tidligere tidspunkt, kommer pumpezonen til at arbejde mere effektivt med æltningen/blandingen af materialet.
Hvis massetemperaturen bliver for høj, kan det i nogle tilfælde hjælpe at hæve varmen i fødezonen. Det bevirker, at snekken kommer til at arbejde med en lidt blødere plast. Derfor vil den kraftige fremdrift aftage, og trykket vil falde og dermed også mængden af friktionsvarme.