Snekkens udseende
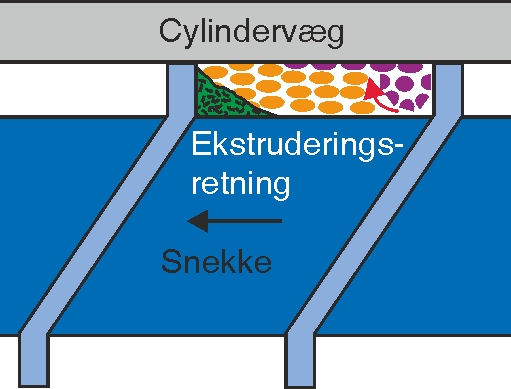
Hvis man forestiller sig, at man kunne stoppe snekken og rulle den plastmasse ud, der sidder mellem gængerne, vil man få et langt bånd, som ville se ud som på tegningen nedenfor.
Når man tager snekken ud for rengøring, bør den se således ud:
I fødezonen bør den være blank og pæn som ny, måske med enkelte smeltede plastkorn siddende foran og på den drivende gængeside/flanke.
Bag ved gængen må der ikke sidde materiale. Hvis det er tilfældet, har fødezonen været for varm, og der har været for dårlig fremdrift af den alt for blødgjorte plast.
Hvis der sidder materialerester her, vil det nedsætte ydelsen, og også kunne resultere i, at man endog meget længe efter et farveskift uden at have rengjort snekken vil kunne opleve, at der pludselig kommer materiale ud med den forrige farve.
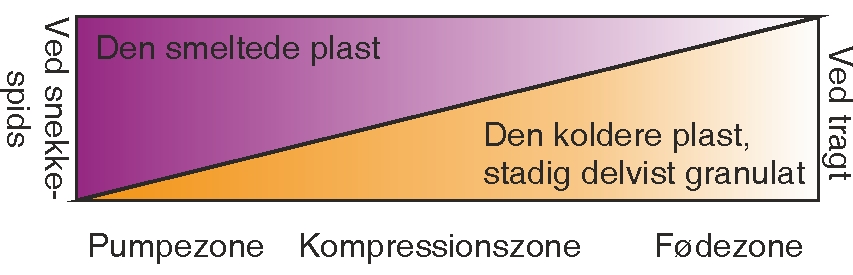
I kompressionszonen sker der en gradvis farvning (blå) af snekken på grund af varmen. Samtidigt vil der på den drivende gængeside sidde rester af smeltet plast. Dette tiltager frem mod pumpezonen. Mængden af fastsmeltede plastrester vil dog være afhængig af plasttypen. Fx efterlader PE næsten ingen rester, mens ABS sikkert efterlader en del.
Pumpezonen kan være helt farvet (blå) på grund af varmen. Her vil der i mange tilfælde være fyldt med materialerester, igen afhængigt af plasttypen. Nu kan det jo være svært at se, hvordan plasten har været smeltet her, men måske kan farverester afsløre, om plasten har været homogen i hele gængehulrummet. Eventuelt usmeltede korn her kan stamme fra, da snekken blev kørt tom.
Det bør være unødvendigt at forklare, hvor vigtigt det er at få snekken helt renset ved materiale- eller farveskift.
Mangelfuld rensning kan medføre, at man må kassere måske flere hundrede kg misfarvede emner eller bruge en arbejdsdag på at lede efter emner med rester af andre plasttyper. For slet ikke at nævne, at virksomheden måske mister kunder på grund af overset dårlig kvalitet.
Hvis snekkens gænge i fødezonen er blevet bøjet bagover på grund af det tryk, den skubber materialet frem med, kan det være tegn på, at der har været for lidt varme på en eller flere zoner. Andre mulige årsager er for lav temperatur i fødezone, forkert temperaturprofil, for stort kompressionsforhold, forkert zoneopdeling i forhold til materiale-type, for høj snekkehastighed og for stort modtryk.