Modtryksfilter/-si
I de fleste plastforarbejdende virksomheder råder man ikke over et større udvalg af snekker med tilstrækkeligt varierende snekkekompressionsforhold. Derfor kan man have problemer med at forarbejde forskellige typer af termoplast.
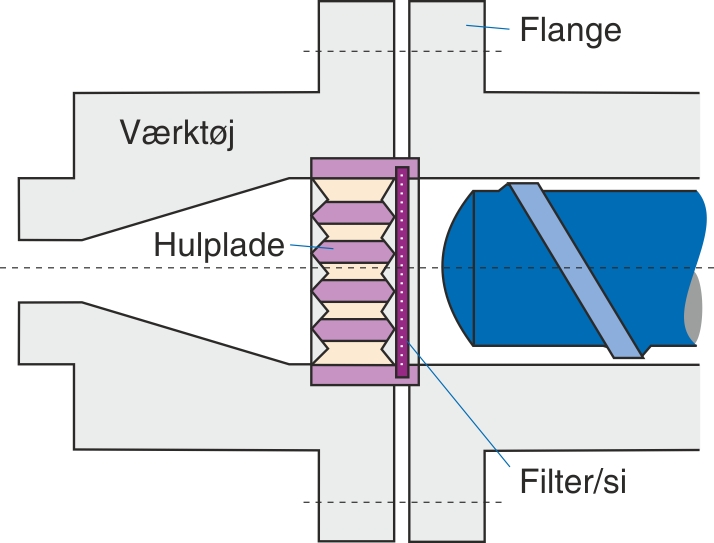
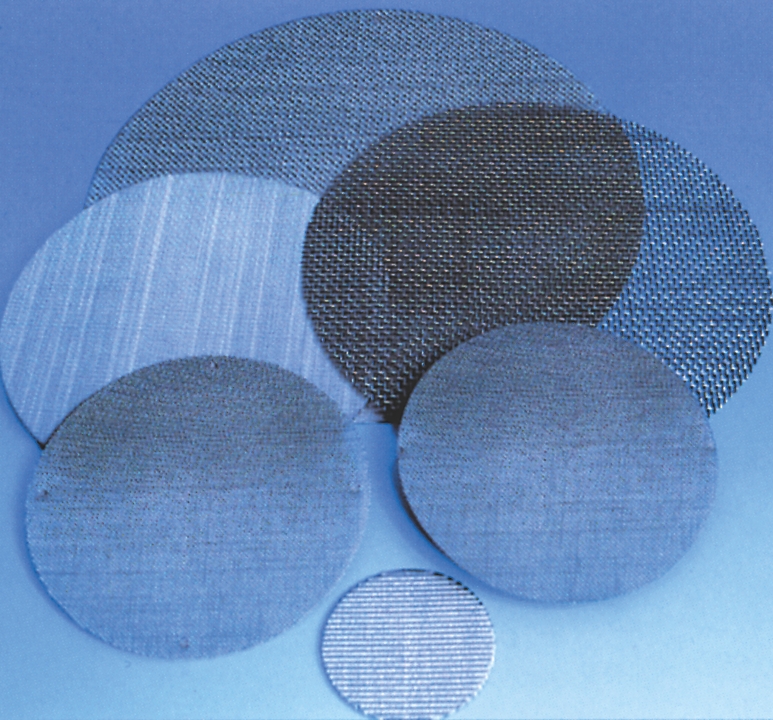
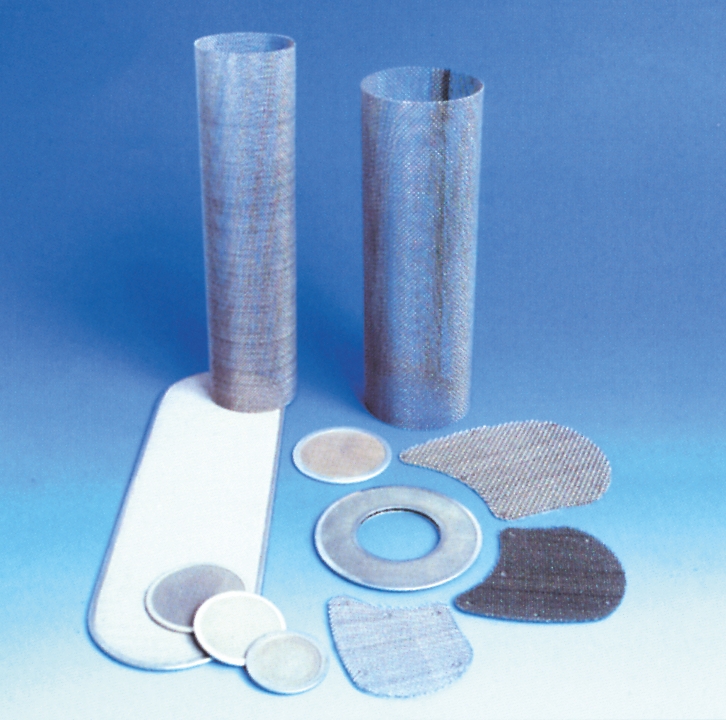
For at gøre ekstruderne universale er der derfor anbragt en hulplade, hvorpå der kan sættes et finmasket metalfilter. Maskernes størrelse og dermed modtrykkets størrelse kan være altafgørende for, om plasten bliver gennemplastificeret.
Filtret skal:
– Opfange snavs.
– Øge modtrykket.
– Stoppe snekkerotationen i materialet.
Filteret ligger op mod hulpladen. Det bevirker som nævnt, at materialets strømning efter filteret ikke bliver berørt af snekkens rotation.
Hvis der er risiko for, at der lægger sig snavs op mod filteret, vil der samtidigt være risiko for, at der forekommer stillestående materiale foran disse områder med snavs. Hvis man forarbejder en plasttype, som ikke tåler varmen i længere tid, fx POM eller PVC, er det uhensigtsmæssigt at anvende filtre. Man bliver nødt til at køre uden filtre og lade eventuelt snavs passere.
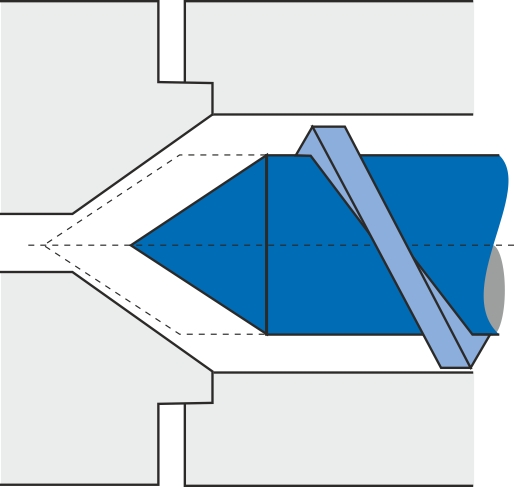
Men da man ved ekstrudering i disse følsomme materialer også har brug for modtrykket, må dette frembringes på en anden måde. Man anvender da en spærrering eller modtryksring.
Spærreringen eller modtryksringen er en for-snævring, som bliver indsat ved overgangen mellem cylinder og værktøj. Den er udstyret med et lille hul af en given størrelse. Ved at udskifte ringen med en, der har større eller mindre hul, har man mulighed for at opnå det tryk under plastificeringsprocessen, man ønsker.
Det tryk, som snekken udfører på plasten ved fremdriften og ved kompressionsforholdet, kan udvikle meget varme. Varmeudviklingen kan være så kraftig, at temperaturen langt overstiger det ønskede. Derfor er det meget vigtigt, at man kører med et korrekt antal snekkeomdrejninger. Få omdrejninger giver for lidt friktionsvarme, og for mange omdrejninger giver ofte for megen friktionsvarme.
Modtrykket har også stor indflydelse på temperaturen. Højere modtryk giver større friktion og dermed mere varme, lavt modtryk giver lav friktion og dermed kun lidt friktionsvarme.
Snekkens kompressionsforhold har også stor betydning. Lav kompressionsforhold giver lav friktion og kun lidt friktionsvarme. Højt kompressionsforhold giver høj friktion og megen friktionsvarme.
Endelig kan man på visse ekstrudere regulere modtrykket ved at forskyde snekken frem eller tilbage. Åbningens størrelse – drosselspalten – mellem cylinder og værktøj giver så større eller mindre modtryk.