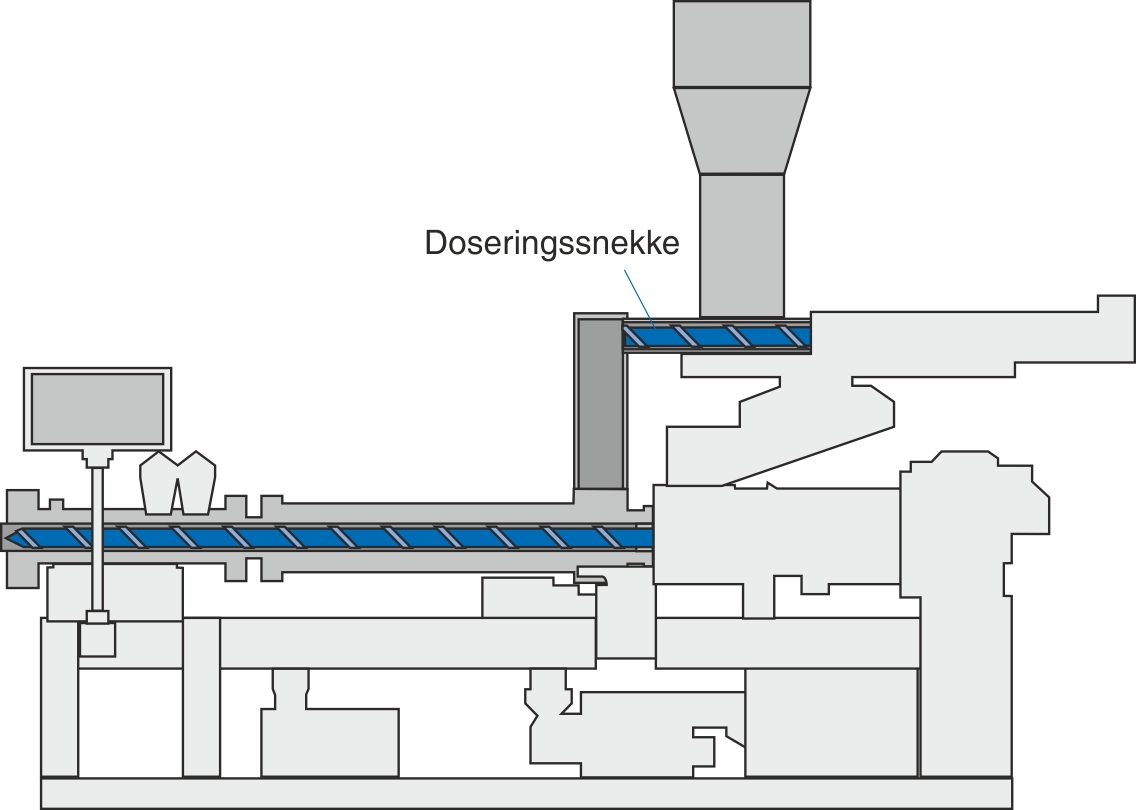
Doseringssnekke
Ved ekstrudering med skiftende materialetyper og materialeformer, vil man i mange tilfælde opleve, at snekken bliver overfyldt, hvorved der opbygges et ekstremt højt tryk.
Ved ekstrudering med dobbeltsnekkeekstruder er det også meget vigtigt, at råvaretilførslen stemmer overens med snekkegeometrien. På grund af den tvungne materialetransport vil der ved overfyldning ske det, at der opbygges så stort et tryk, at det kan få katastrofale følger i form af brud på dele i ekstruderen. Desuden vil den for store mængde plast presses ud gennem vakuum-zonen på cylinderen.
For at modvirke overfyldning er der på mange ekstrudere monteret en doseringssnekke. Denne doseringssnekke kan varieres i hastighed, således at den præcist føder ekstruderen med den råvaremængde, som snekken kan forarbejde.