Værktøjet
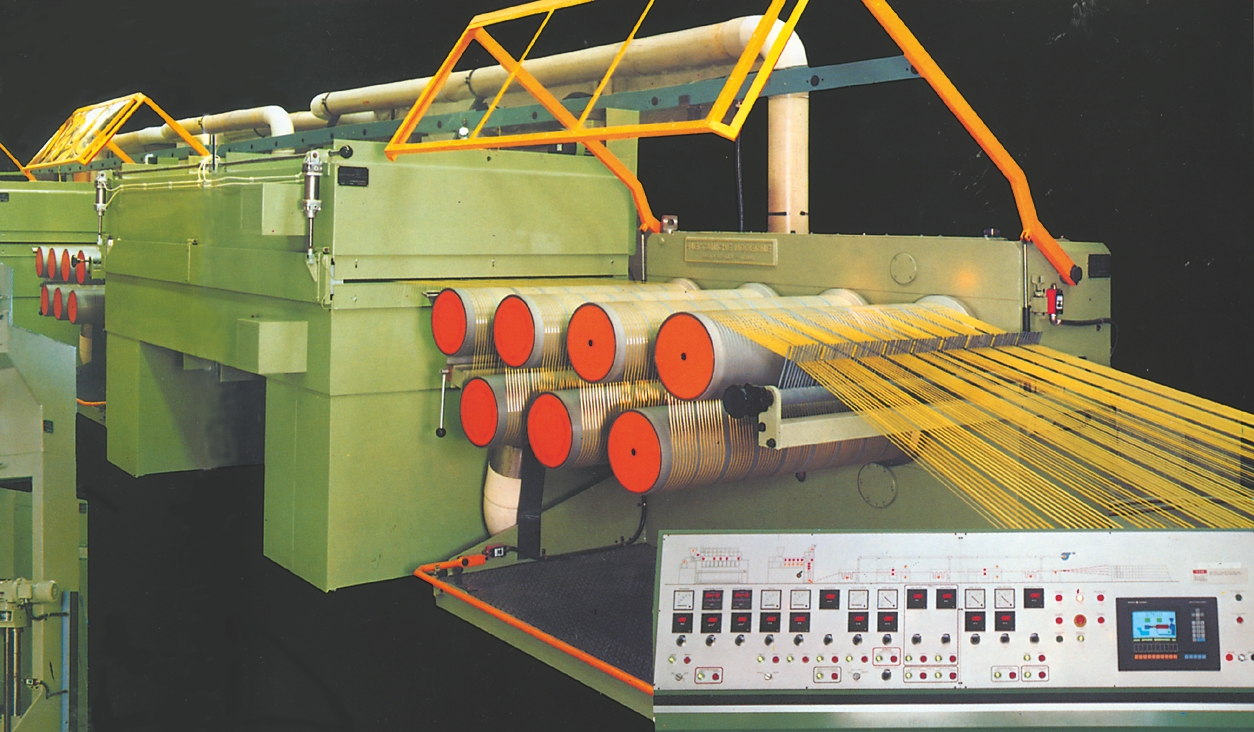
Ekstruderen er monteret med et nedadrettet værktøj med et ikke defineret antal huller, der former runde massive stænger/tråde/fibre med en diameter fra få µm til flere mm.
Virksomhederne anvender forskellige værktøjer til forskellige typer af plast. Samtidigt råder man over større og mindre værktøjer til forskellige diametre.
Ved at skifte matricen på det enkelte værktøj kan der produceres flere forskellige diametre, men kun inden for et begrænset område.
De materialer, der anvendes, kan være PP, PA, PMMA og PET som de nok mest kendte fra tekstilindustrien. Desuden ekstruderes PE samt nogle af de førnævnte til fiskesnøre, garn, børstehår og stive kostehår til fejemaskiner.
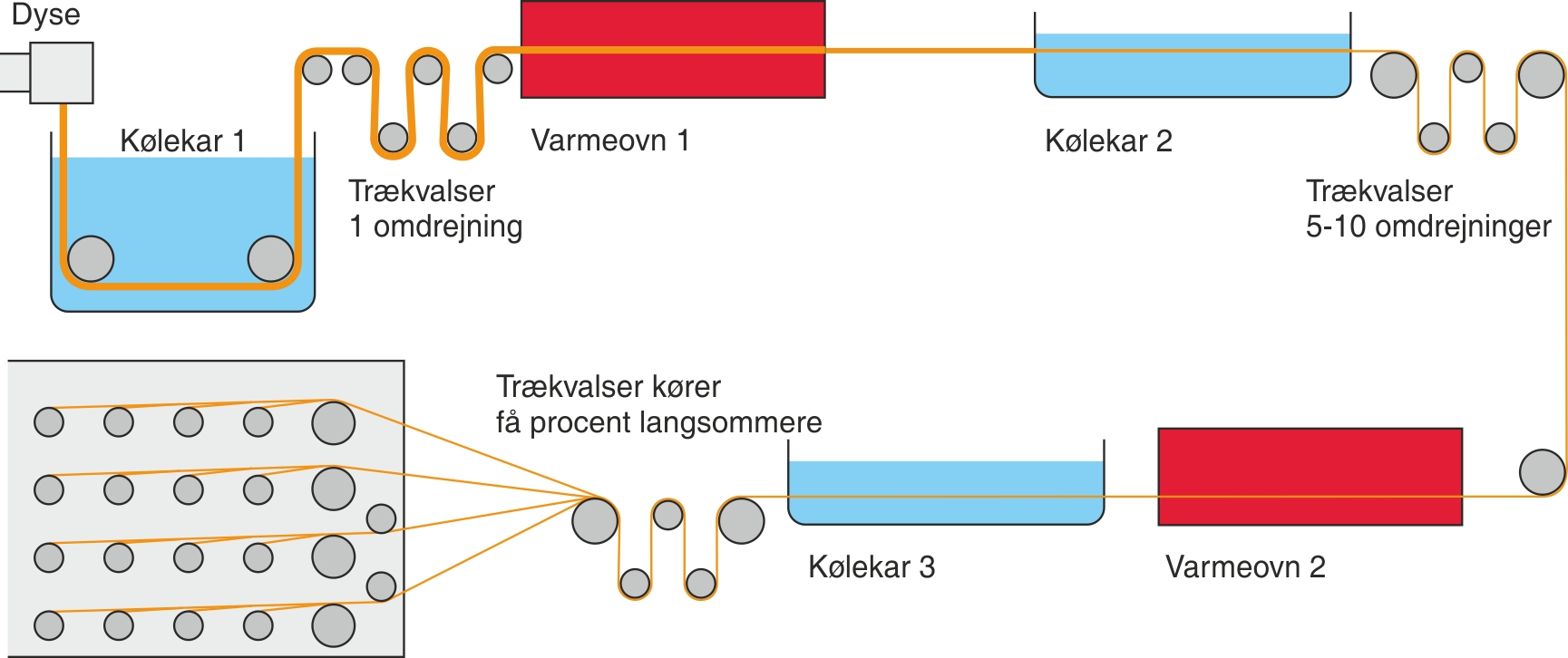
I ekstruderen trykkes det varme plastmateriale ud gennem værktøjet, hvor det passerer dysen med hullerne og kommer ud som massive tråde. Disse føres ned gennem et vandbad (kølekar 1). Et sæt af forskudte trækvalser efter vandbadet fastholder filamenternes hastighed.
Filamenterne føres gennem ovn 1 (vand eller varm luft), som blødgør filamenterne. Et sæt trækvalser, som har højere hastighed end valserne før varmeovnen, strækker filamenterne til tyndere fibre. Tynde fibre køles af den omgivende luft, mens tykkere fibre køles i kølekar 2.
Efterfølgende kan der være tilsluttet en ekstra ovn 2, hvis temperatur er højere end ovn 1’s. Deri opvarmes fibrene til over plastens glasovergangstemperatur, hvorved dens ”hukommelse” slettes, så den ikke mere kan vende tilbage til den oprindelige form.
I visse tilfælde kan det være nødvendigt atter at afkøle fibrene. Det foregår i kølekar 3. Trækvalserne efter kølekar 3 kører i nogle tilfælde med nogle få procent lavere hastighed. Derved opnår de før helt udstrakte molekyler at få lov til at trække sig en anelse sammen igen, hvorved man opnår en lille elasticitet i fiberen.
Tænk fx på en fiskesnøre. Den er elastisk indtil molekylerne er rettet helt ud, derefter brister den.
