Eksempel på ydelsesgraf
På figuren her vises et eksempel på en ydelsesgraf, som vi efterfølgende vurderer.
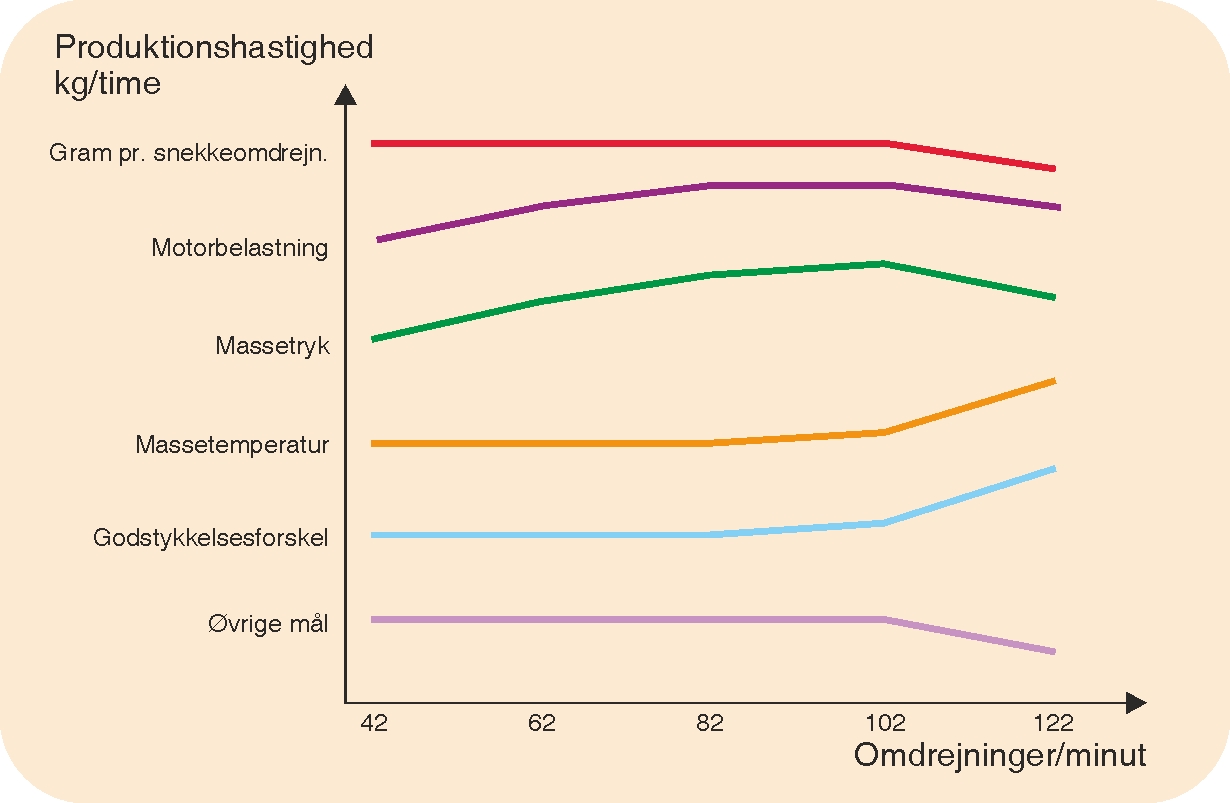
Gram pr. snekkeomdrejning (eller kg pr. time): Der sker et fald i ydelsen over 102 omdr./min. Her begynder plasten måske at klistre på snekken eller bliver for varm i fødezonen.
Motorbelastning i ampere eller procent: Der sker en jævn stigning i energiforbruget på hovedmotoren, i takt med at der er flere kg, som skal plastificeres, men over 102 omdr./min falder energiforbruget. Det skyldes sandsynligvis, at materialet begynder at klistre eller bliver for varmt i fødezonen.
Massetryk: Der sker en jævn stigning i trykket, i takt med at der er flere kg, som skal plastificeres ved friktionsvarme, men over 102 omdr./min falder trykket. Det falder sammen med, at ydelsen og motorbelastningen også falder.
Massetemperatur: Temperaturen er tilsyneladende under fuld kontrol indtil 102 omdr./min, men derefter sker der en kraftig stigning. Det hænger fint sammen med de før nævnte ændringer. Når materialet bliver varmere, smutter det nemmere igennem pumpezone, filter og værktøj, og trykket vil falde.
Udsvingene i godstykkelsen (minimum – maksimum): Godstykkelse be-gynder typisk at svinge mere, når plasten bliver varmere. Det stemmer helt overens med temperaturstigningen ovenfor.
Ofte ser man også, at der kommer små buler i overfladen ved dysen.
Emnernes øvrige mål: Målet i dette eksempel stammer fra diameteren på en rørproduktion. Diameteren holder sig stabil indtil 102 omdr./min, men derefter bliver den væsentligt mindre.
Det skyldes, som omtalt under køling, at den tyndere (på grund af hastigheden), ydre, fikserede skal på røret ikke er i stand til at modstå svindkræfterne i den indre del af røret.
Konklusionen må være, at hvis man ønsker at køre hurtigere end 102 omdr./min, vil det være forbundet med en væsentlig risiko for kvalitetsforringelse.
Man kan eventuelt lave en undersøgelse med et mere detaljeret skema fra 102 til 122 omdrejninger.