Snekkeomdrejninger og periferihastighed
Ved hjælp af snekkens omdrejningshastighed kan man regulere materialetransporten.
Høje omdrejningstal giver imidlertid større friktionsvarme, så der er grænser for, hvor hurtigt en snekke må køre.
De fleste materialer tåler en periferihastighed på op til 0,5 m/sek.
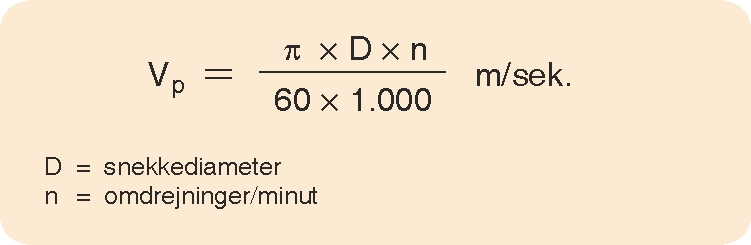
Periferihastigheden beregnes ved udtrykket Vp
Hvis resultatet 0,67 m/sek. fremkommer ved beregning på en produktion, man er i gang med, er der risiko for, at materialet er nedbrudt. Ned-brydningen kan bestå i, at der udvikles uheldige bestanddele i plasten. Friktionsvarmen ved toppen af gængerne kan udvikle et eller flere af de stoffer, som kan fremkomme ved forbrænding med dårlig ilttilførsel. Hvad der kan udvikles, kan findes under de respektive plasttyper. Kendere af dette fænomen siger, at der er ”gas” i produktet.
Desuden medfører det helt klart almindelig kvalitetsforringelse af produktet. Forringelsen kan fx bestå i forringet slagsejhed, brudstyrke, strækevne, dimensionsstabilitet, varmebestandighed osv.
Har man mistanke om, at der sker forringelse af kvaliteten på grund af hastigheden, bør man spørge hos råvareleverandøren, hvad den maksimale periferihastighed er for denne råvaretype.
Eksempel på beregning af periferihastighed
D = 150 mm og n = 85 omdr./min
Vp =(3,14 × 150 × 85) / (60 × 1.000) = 0,67 m/sek.