Akkumulering i ekstruderen
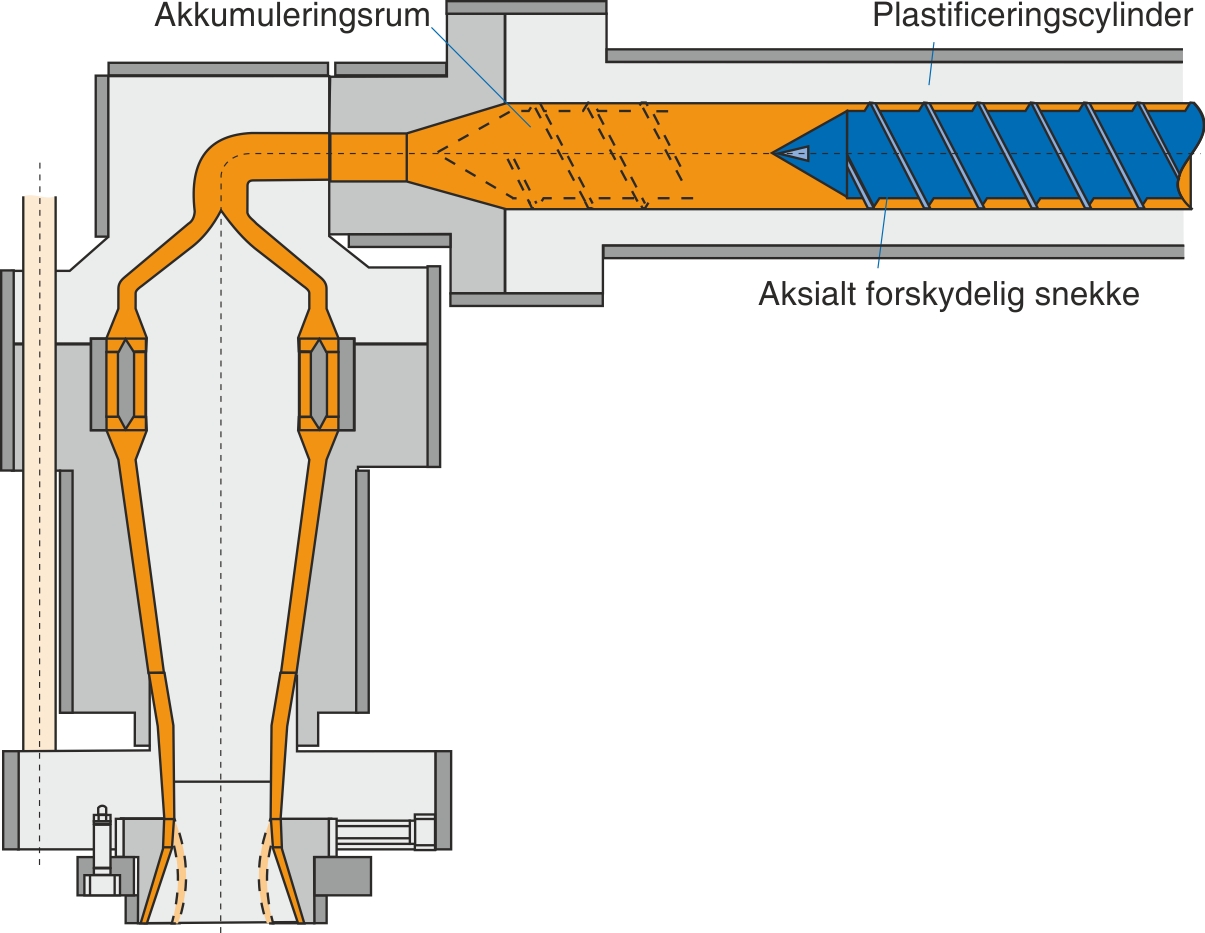
Nogle ekstrudere er indrettet med en bevægelig snekke efter samme princip som ved sprøjtestøbemaskinen. Det betyder, at snekken trækker sig bagud, samtidig med at den afleverer plasten foran snekkespidsen.
Når slangen skal ekstruderes, skubber et hydraulisk stempel snekken fremad. Når slangen er færdigekstruderet, fortsætter snekken med at fylde materiale hen foran snekken, som trækkes tilbage igen, og processen gentager sig.
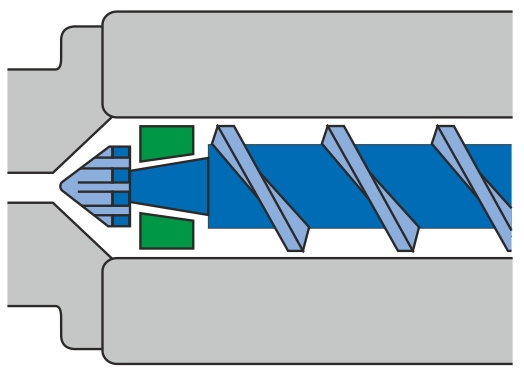
For at forhindre at materialet glider tilbage gennem gængerne, kan der være anbragt en spærrering ved spidsen af snekken. Denne ring er udformet som en konus og kan forskydes lidt (ca. et par cm) frem og tilbage på snekken. Når snekken ekstruderer materialet fremad, skubbes ringen frem, og der er åbent ved konussen. Når hydraulikcylinderen skubber snekken fremad, presser materialet foran snekken konussen tilbage, og konusåbningen lukkes. Derved forhindres, at materialet løber tilbage.