Snekkens data
Med hensyn til valg af snekkekonstruktion er det umuligt at give en klar definition på, hvorledes snekken skal være bygget. Der er mange faktorer, der har indflydelse på, hvorledes snekken arbejder. Således kan to ellers ens ekstrudere kræve meget forskellige indstillinger med det samme hoved og den samme snekke. Forskellen kan fx skyldes uens slitage i cylinderen, eller mangel på kalibrering af temperaturfølere såvel på opvarmningssiden som på kølingen.
Kompressions-/gængedybdeforholdet skal være højt nok til at komprimere usmeltet materiale med lav volumenvægt ind i den smeltede, kompakte plast uden lommer. Er kompressionsforholdet for lavt, vil det resultere i luftlommer i plastmassen. Er der stort indhold af fint knus eller pulver, kan det være nødvendigt at anvende en snekke med højere kompressionsforhold.
For højt kompressionsforhold kan resultere i overfyldning af pumpezonen og dermed overophedning af materialet.
Derudover vil snekke med lave gænger og stor stigning have større tendens til at medføre overophedning af materialet.
På trods af ovenstående forbehold vises alligevel i tabellen nedenfor, hvilken snekkekonstruktion der anbefales fra leverandørerne.
Snekkens data ved forskellige materialer
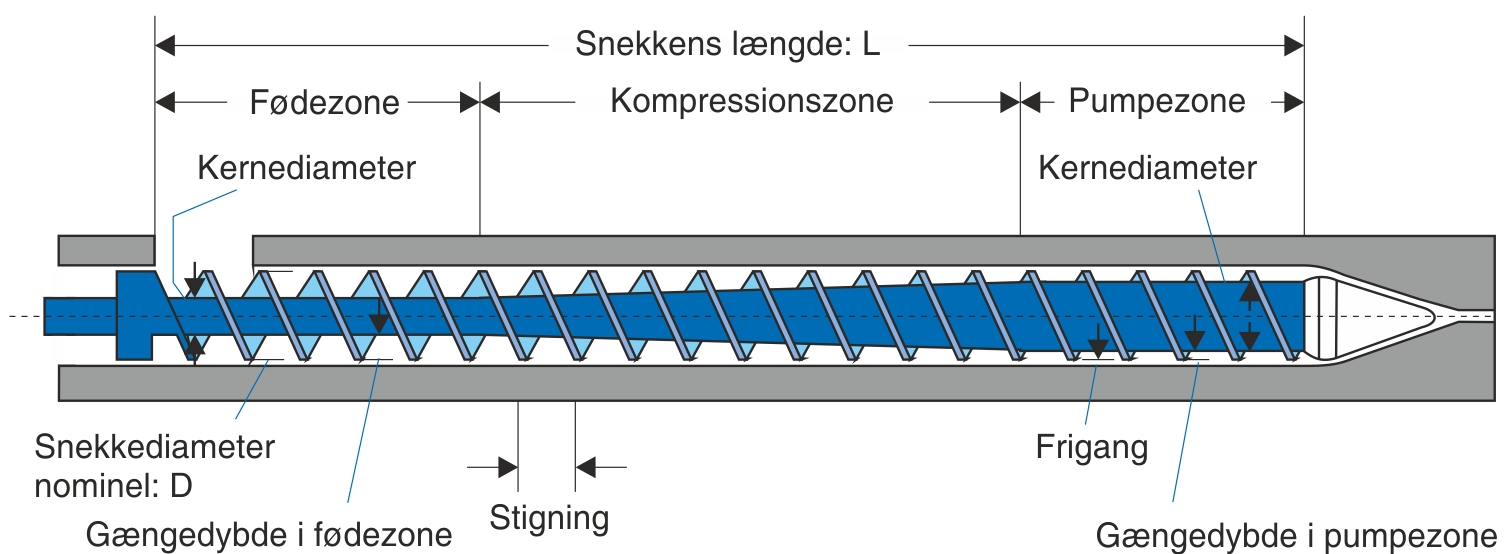
I tabellen vises både snekkens L/D-forhold og zoneopdeling til forskellige plasttyper. Desuden er både kompressionsforhold og gænge-dybdeforhold beregnet for samme snekkegeometri.
| Dimensioner (alle mål i mm) | Stiv PVC | Slagfast PS | PELD | PEHD | PA | CA/CAB* |
|---|---|---|---|---|---|---|
| Snekken | ||||||
| Diameter (D) | 45 | 45 | 45 | 45 | 45 | 45 |
| Længde (L) | 900 | 900 | 900 | 900 | 900 | 900 |
| L/D-forhold | 20:1 | 20:1 | 20:1 | 20:1 | 20:1 | 20:1 |
| Zoneopdeling | ||||||
| Fødezone | 135(3D) | 270(6D) | 225(5D) | 360(8D) | 675(15D) | 0(0D) |
| Kompressionszone | 765(17D) | 180(4D) | 450(10D) | 180(4D) | 45(1D) | 900(20D) |
| Pumpezone | 0(0D) | 450(10D) | 225(5D) | 360(8D) | 180(4D) | 0(0D) |
| Gængedybden | ||||||
| I fødezonen | 6,0 | 6,0 | 6,0 | 6,5 | 6,5 | 6,0 |
| I pumpezonen | 2,0 | 1,4 | 1,25 | 1,55 | 1,25 | 1,25 |
| Kernediameter | ||||||
| I fødezonen | 33,0 | 33,0 | 33,0 | 32,0 | 32,0 | 33,0 |
| I pumpezonen | 41,0 | 42,2 | 42,5 | 41,9 | 42,5 | 42,5 |
| Kompressionsforhold | ||||||
| 2,72:1 | 3,83:1 | 4,28:1 | 3,72:1 | 4,58:1 | 4,28:1 | |
| Gængedybdeforhold | ||||||
| 3,00:1 | 4,29:1 | 4,80:1 | 4,19:1 | 5,20:1 | 4,80:1 |
Bemærk, at der i tabellen anvendes både kompressionsforhold og gængedybdeforhold.
Gængedybdeforhold er: Gængedybden i fødezonen divideret med gængedybden i pumpezonen.
Der er ikke helt overensstemmelse mellem gængedybdeforhold og kompressionsforhold. Her kan der i visse situationer opstå tvivl om, hvilken beregningsformel råvareleverandøren har anvendt.
Gængedybdeforholdet for snekken ved forskellige materialer
| Snekketype | Lav-kompressions-snekke (gængedybdeforhold 1,2:1 til 1,8:1) | Middel-kompressions-snekke (gængedybdeforhold 2,0:1 til 2,8:1) | Høj-kompressions-snekke (gængedybdeforhold 3:1 til 4,5:1) |
| Plasttype | Acrylplast, PMMA Acryl-copolymer ABS og SAN Polyvinylchlorid, PVC, stiv | Acetalplast, POM (Delrin 100) Celluloseplast, CA, PA (lavt smelteindeks) Polyphenylenoxid, PPO Polycarbonat, PC Polyethylen, PE (middel til Polypropylen, PP (middel Polystyren, PS (krystal og Polyvinylchlorid, PVC | Acetalplast, POM (Delrin 500 og 900) Fluorplast, PTFE (Teflon PA (højt smelteindeks) Polyethylen, PE (høj densitet) Polyethylen, PE (højt smelteindeks) Polypropylen, PP (middel |