Preform
Princippet går ud på, at der anvendes en sprøjtestøbemaskine i stedet for en ekstruder. Med sprøjtestøbemaskinen sprøjtestøbes først en “preform”. Preform betyder frit oversat forform, altså en forformning.
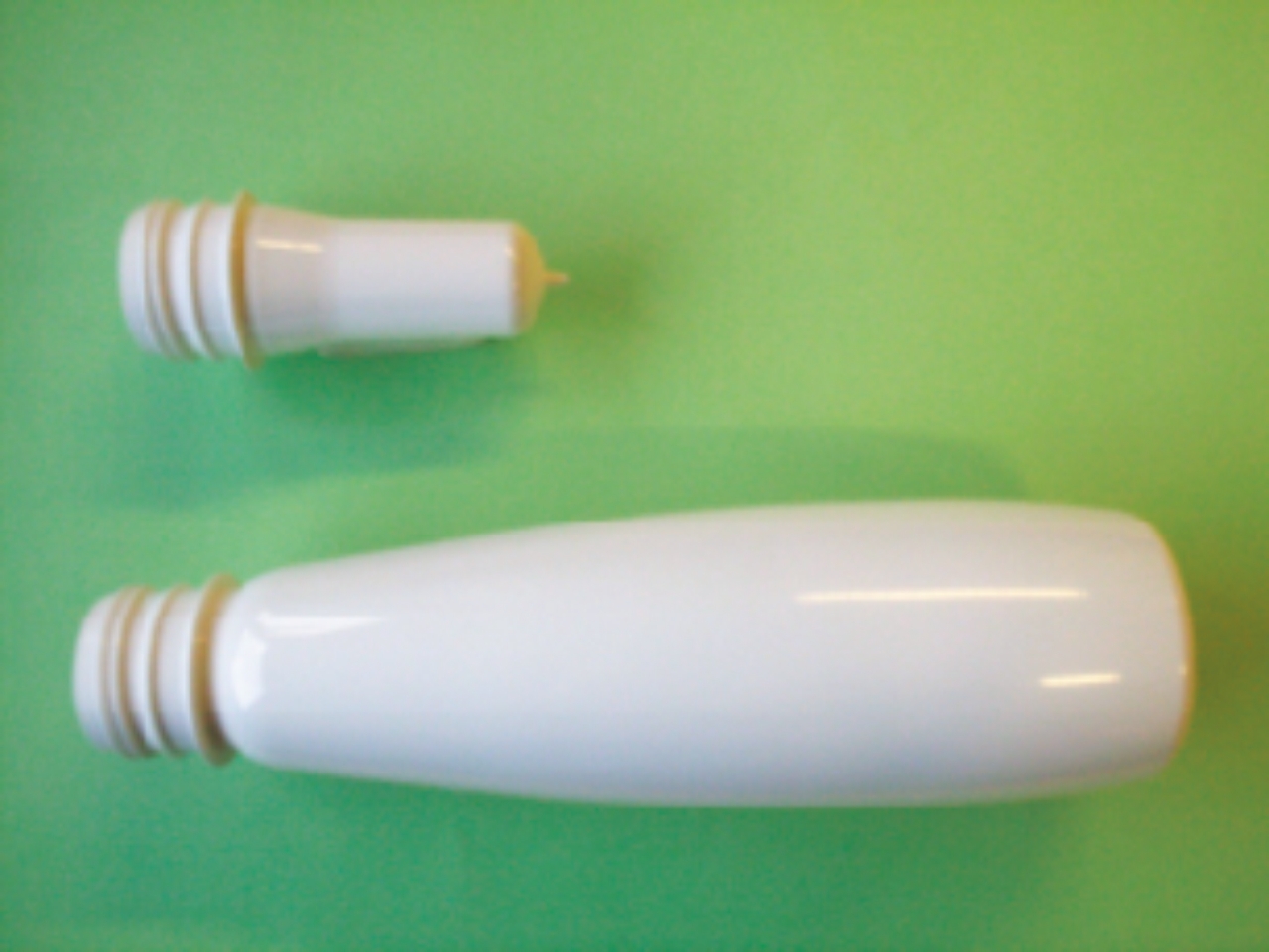
Her tager vi udgangspunkt i en almindelig læskedriksflaske. Preformen er færdig med gevind og krave. Kroppen er sprøjtestøbt med forskellig
godstykkelse der, hvor der er behov for dette. Preforme kan fås hos underleverandører.
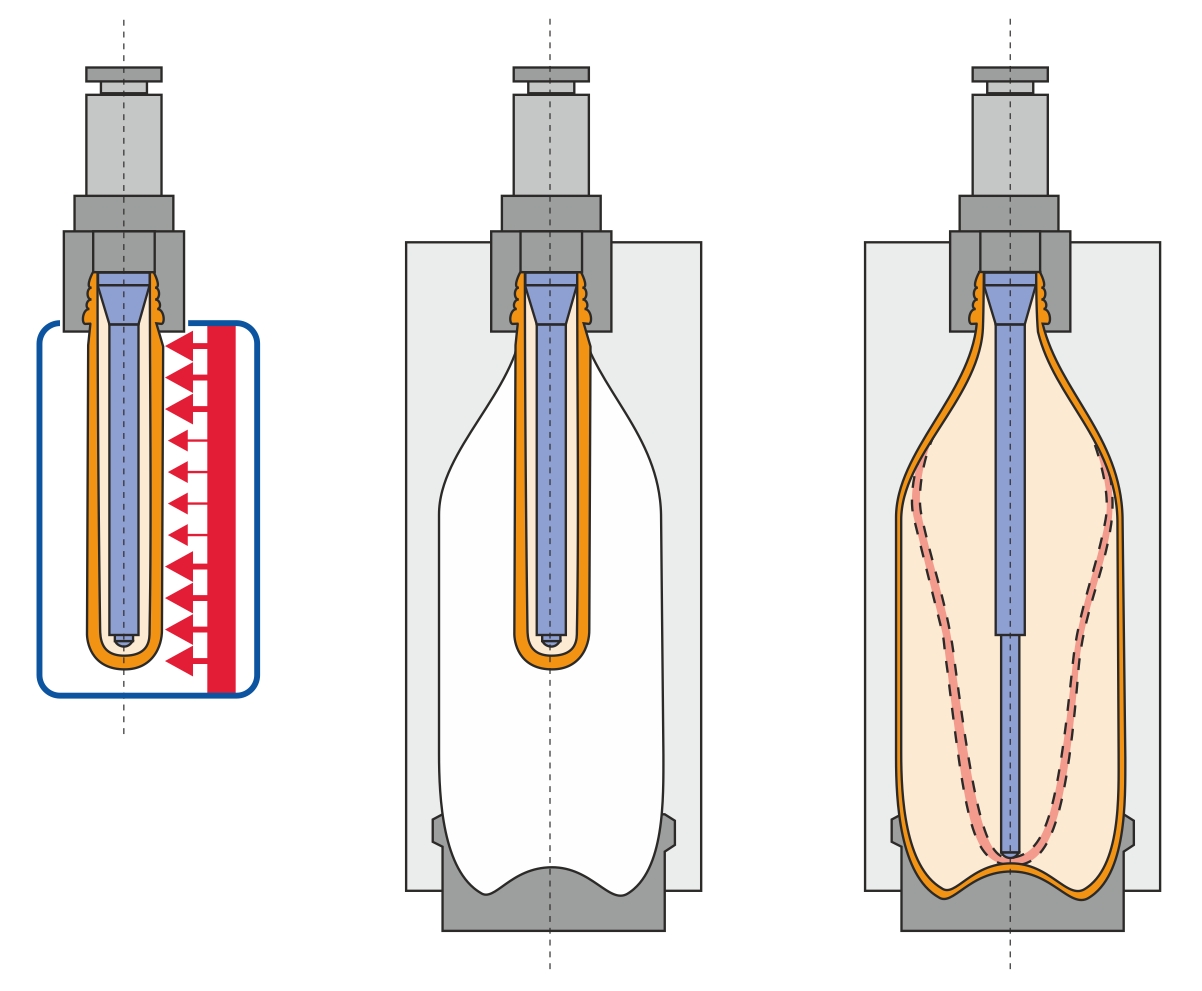
Preformen fastholdes i gevind og krave, mens kroppen opvarmes til blæsetemperatur. Efter opvarmning placeres preformen i flaskeformen, og en indvendig dorn i blæsedornen strækker preformen. Samtidigt starter opblæsningen, og plasten lægger sig op mod formvæggen. Efter afkøling kan emnet afformes uden nogen form for top- eller bundflap eller andet spildmateriale.
Denne procesform bruges meget ofte til emner af PET, da PET er vanskelig at styre som slange. Desuden opnås de under “Strækblæsning” nævnte gode egenskaber i flasken.
Emner, der er fremstillet efter denne metode, er let genkendelige på mærket efter indløbet i bunden.

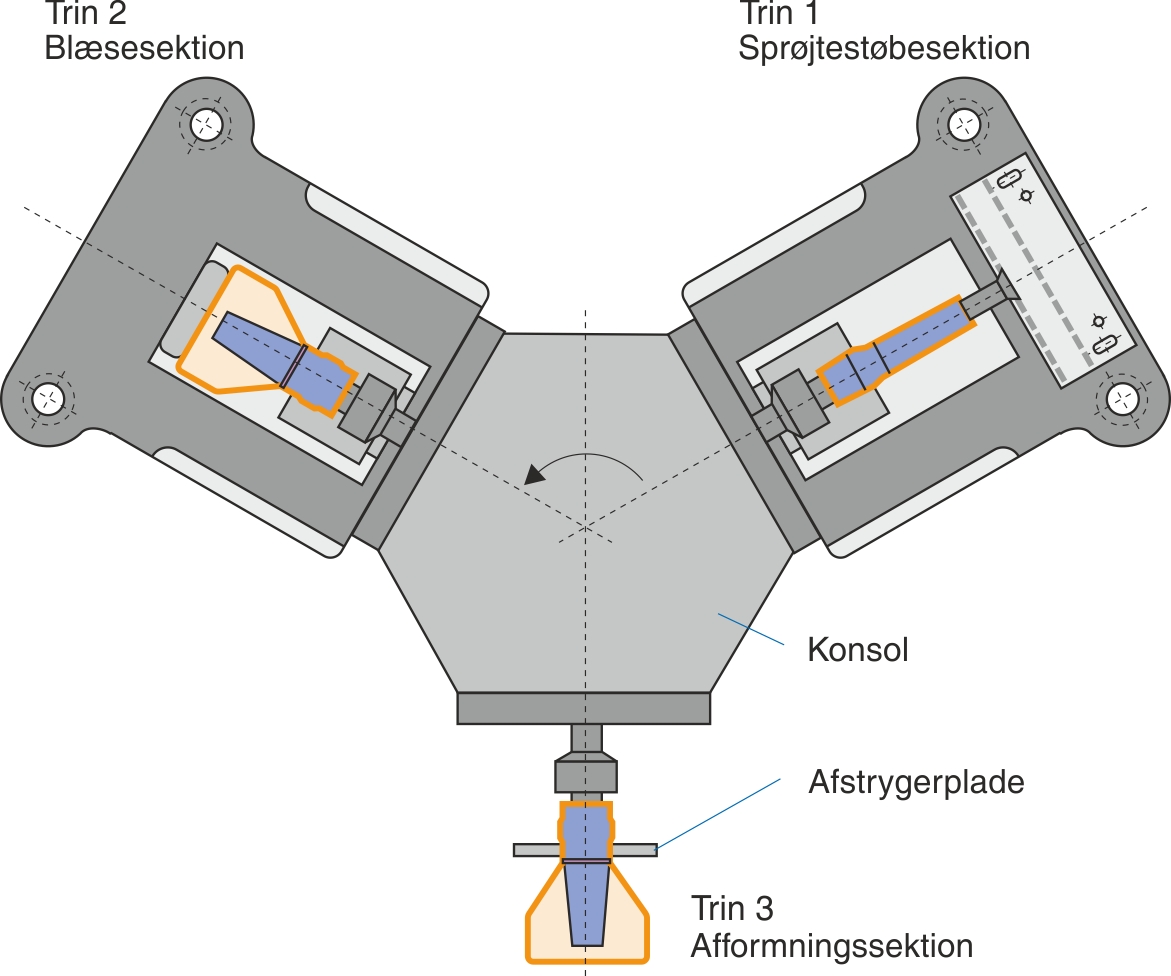
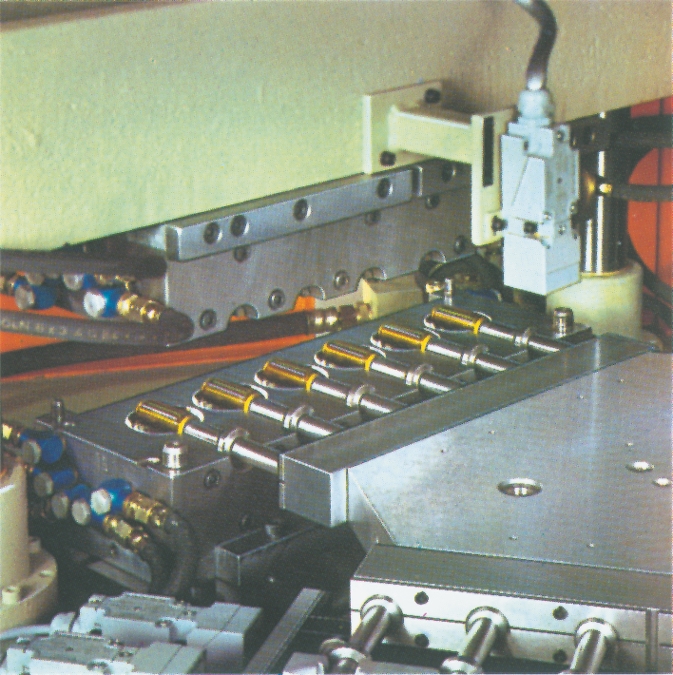
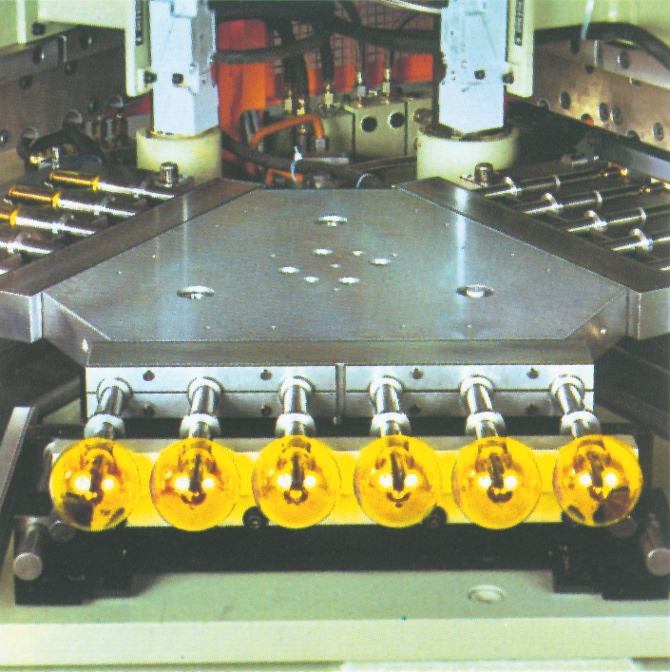
Nu er udviklingen i mange tilfælde ved at nå så langt, at man støber preforme, strækker og blæser dem op, og afformer dem i en kontinuerlig proces. Maskinen er da en sprøjtestøbemaskine, og for enden af dysen sidder en trekantet, drejelig konsol. På konsollen sidder blæse- dorne på alle tre sider.
I trin 1 lukker en sprøjtestøbeform sig omkring blæsedornen, og plasten sprøjtes ind i hulrummet omkring blæsedornen. Når plasten er delvis afkølet, åbner formen sig, og konsollen drejer emnet over i trin 2.
I trin 2 lukker en blæseform sig omkring preformen, og strækning, opblæsning og afkøling finder sted.
Konsollen drejer nu til trin 3, hvor emnet bliver fjernet fra blæse- dornen. Konsollen drejes videre til trin 1, hvor en ny preform bliver sprøjtestøbt og så fremdeles.
En fordel ved denne procesform er, at der kan lægges en bestemt godstykkelse ind, hvor som helst man ønsker det.
En af ulemperne er, at der skal fremstilles et meget stort stykantal, før processen er rentabel.
Dette var en kort beskrivelse af alternative processer. Der findes mange flere varianter, men ofte er de specialudviklet med henblik på bestemte produkter og derfor mindre interessante for forståelsen af processen.