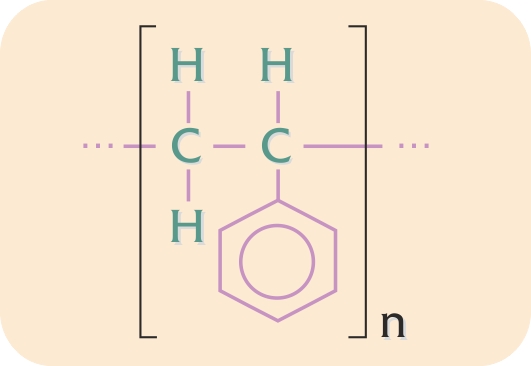
Polystyren
Polystyren er en klar, farveløs, amorf termoplast, som er hård, stiv og forholdsvis skør. Ved iblanding af gummi og ved copolymerisation med gummi kan brudtøjning, sejhed og slagsejhed forbedres. Sådanne typer betegnes slagfast polystyren. Ved copolymerisation af styren med acrylnitril dannes SAN. Hvis butadien også indgår, dannes materialet ABS.
Foruden standard-PS uden eller med ringe tilsætning af additiver forekommer typer med forbedrede flydeegenskaber, varmebestandige typer og typer, der er godkendt til fødevareemballage. Slagfast PS forekommer i tilsvarende modifikationer.
Specialtyper til fremstilling af strukturskum af PS og af slagfast PS findes med op til 30 % massefyldereduktion. Brandhæmmende typer og typer, der egner sig til iblanding af fyldstoffer eller fibre, forekommer ligeledes. Desuden forekommer en række blandinger af PS og af slagfast PS med andre termoplast.
Ekspandérbar polystyren (EPS) består af små kugler med 5-8 % af et opskumningsmiddel (fx pentan) indarbejdet. Ved opvarmning med vanddamp til over Tg (≈ 100 °C) blødgøres plasten, og trykket fra det fordampede opskumningsmiddel får materialet til at ekspandere. Afhængigt af pakningsgraden fås produkter med massefylde ned til 20 kg/m3.
Egenskaber
Med en bøjemodul på op til 3.400 MPa hører PS til de stive plast. Handelskvaliteter varierer fra 1.600 MPa for gummimodificerede og brandhæmmede typer til det dobbelte for standard-PS.
Øvre temperaturgrænse for PS varierer med niveauet af indre spændinger og anvendelsen. I ubelastet og spændingsfri tilstand anføres en grænse på 80-90 °C. Varmeledningsevnen er som hos kork og kun 10 % af glas’.
Udvidelseskoefficienten er 5-10 gange så stor som hos flaskeglas og stål og 2½-4 gange så stor som hos aluminium.
Umodificeret PS er sprød; støbt som plade er trækbrudstyrken 28 MPa, elasticitetsmodulen ved træk 2.760 MPa og brudtøjningen ca. 1 %.
Hos slagfaste typer falder E-modulen noget, men der er en markant flydegrænse, og der optræder koldflydning resulterende i en brudtøjning på op til 75 %.
Kærvslagsejheden af umodificeret, ikke orienteret PS er ca. 20 J/m; men i gummimodificerede typer kan den være helt op til det tidobbelte.
PS er bestandig over for uorganiske syrer (med undtagelse af stærke, oxiderende syrer) og over for organiske syrer, alifatiske aminer, baser, uorganiske salte, fødevarer, krydderier, vegetabilske olier, drikkevarer, sæber og vaskemidler.
Derimod angribes PS af hydrocarboner, aromatiske aminer, aldehyder, estere og ketoner samt æteriske olier og insektmidler.
PS er forholdsvis ugennemtrængelig for vand, vanddamp og mange fødevarekomponenter.
PS er en klar og transparent plast med høj glans. Den kan indfarves efter ønske.
Ved tilsætning af UV-absorbere kan udendørsbestandigheden forbedres.