8-satin-væv
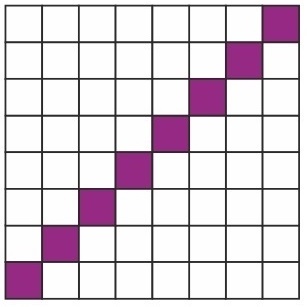
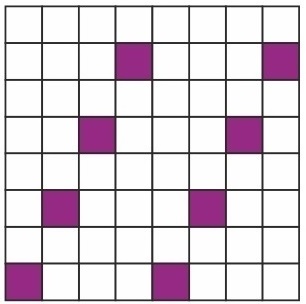
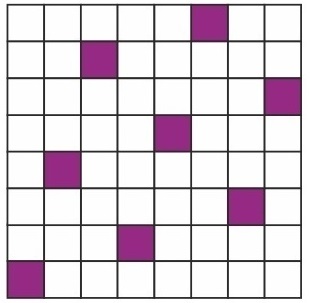
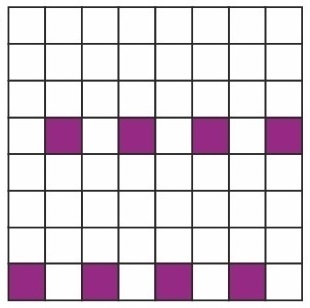
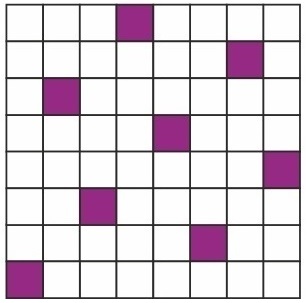
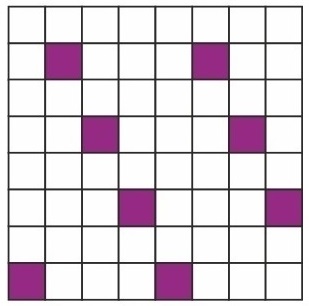
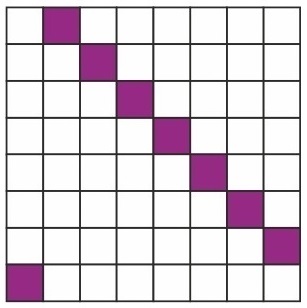
Nedenfor ses variationer af 8-satin-væv (atlask) med væveparametre og skitser af mulige vævmønstre
De syv mulige 8-satin-væv med de tilhørende flytningstal. For nf = l og 7 fås kiper-væv, som er hinandens spejlbilleder. For nf = 2 og 6 fås væv med nogen kiper-effekt og samtidigt med hver anden skudtråd uden krydsningskobling til kædetråde. For nf = 4 fås et ubrugeligt væv, idet tre ud af fire skudtråde er uden krydsningskobling til kædetråde. For nf = 3 og 5 fås de to eneste egentlige og brugbare 8-satin-væv, som tillige er hinandens spejlbilleder
Vævet roving finder udstrakt anvendelse til forøgelse af trækstyrken i kombination med glasfibermåtte. Glasfibermåtte og vævet roving forhandles efter arealvægt, normalt i ruller af standardbredde. Typiske arealvægte for glasfibermåtte er 225, 300, 450, 600, 900 og 1.200 g/m2 og for balancerede rovingvæv 600 og 800 g/m2.
Foruden de her omtalte glasfiberprodukter findes en række specialprodukter fx løse fibre (glasfiberflock) til fremstilling af spartelmasse, og kombinationsmåtter, hvori et væv og en måtte er bundet sammen. Der findes også tredimensionale væv og produkter, som holdes sammen ved syning i stedet for med et bindemiddel.