Krymp og formsvind
Ved krymp forstår man ved termoformning den mål-ændring, en plade eller et emne får ved opvarmning. Det er en fordel, hvis man inden formningen undersøger materialets krymp ved hjælp af en krympetest på pladen.
- Man laver et udsnit på ca. 200 × 200 mm og laver en nøjagtig opmåling af udsnittet. Målene noteres, og ekstruderingsretningen markeres på pladen.
- En varmluftovn opvarmes til materialets formningstemperatur.
- Udsnittet lægges oven på en talkumbestrøet PTFE-film, der er fastgjort på et bræt. Udsnittes pudres også med talkum ovenpå og dækkes løst med en PTFE-film, der fæstes på brættet med nåle, hvorefter det hele placeres i ovnen.
- Brættet skal blive i ovnen i minimum 30 min plus 5 min for hver 0,5 mm pladetykkelse.
- Når denne tid er gået, tages brættet og pladeudsnittet ud af ovnen og afkøles.
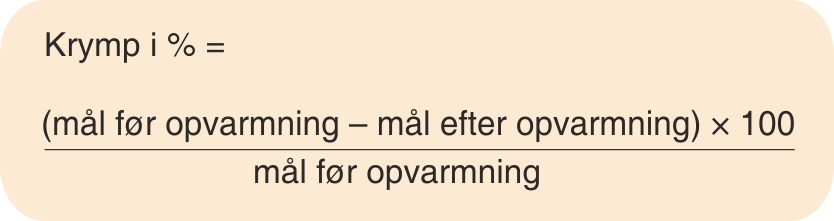
- Herefter opmåles pladeudsnittet igen, og følgende beregning laves:
For at fastslå om der er anisotropi, anbefales det at måle krympet både i længde- og tvær-retningen (ekstruderings- og maskinretningen). Hvis der ved en ny leverance af plader er problemer med folder, udtrækning af rammen, eller for stort krymp ved opvarmning, kan sammenligning med tidligere leverancer være nyttig. Forskellige fremstillingsparametre hos de to partier giver forskellige krympeprocenter og dermed forskellig opførsel ved termoformning.
Anisotropi
Anisotropi er det forhold, at materialer har forskellige egenskaber i forskellige retninger.
Ved formsvind forstår man de målforskelle, der findes mellem formen og emnet. Man kan opdele formsvindet i forarbejdningssvind og eftersvind:

Målene på form og emne skal tages 24 timer efter formningen og ved 23 °C, hvis man vil følge normen.
Ved visse plasttyper kan der afhængigt af forarbejdningsbetingelser allerede efter kort tid i stuetemperatur måles et eftersvind.
Hvis det ved efterfølgende forarbejdning er nødvendigt at fastholde det formede emne i en fikstur, fx ved CNC-fræsning, er det nødvendigt at kende det samlede svind.
Svind og krymp af emner medfører, at størrelsen af snit- og stanseværk- tøjer skal fastlægges med stor præcision, specielt ved emballagemaskiner, hvor emnerne snittes eller stanses ud umiddelbart efter formning, og em- net derfor stadigt er varmt og stadigt svinder. En anden mulighed er at lave snit- og stanseværktøjerne, så de kan justeres, så man kan opnå den ønskede størrelse.
Svindværdier hos udvalgte plasttyper kan findes i tabellen ”Egenskaber ved termoform-materialer”. Værdierne er omtrentlige, da de varierer med de forarbejdningsparametre, der er anvendt ved fremstilling af pladen. Helt præcise svindværdier kan kun fastlægges ved prøvekørsler af materialet i formen eller i en form, der ligner den meget.