Tilslutning af værktøjskøling
Et værktøj skal have påstemplet ind- og udgang på alle vandstutse, således at plastmageren har let ved at montere af køleslangerne. Derved undgås, at slangerne monteres uden gennemgang i nogle af værktøjets kølekredse.
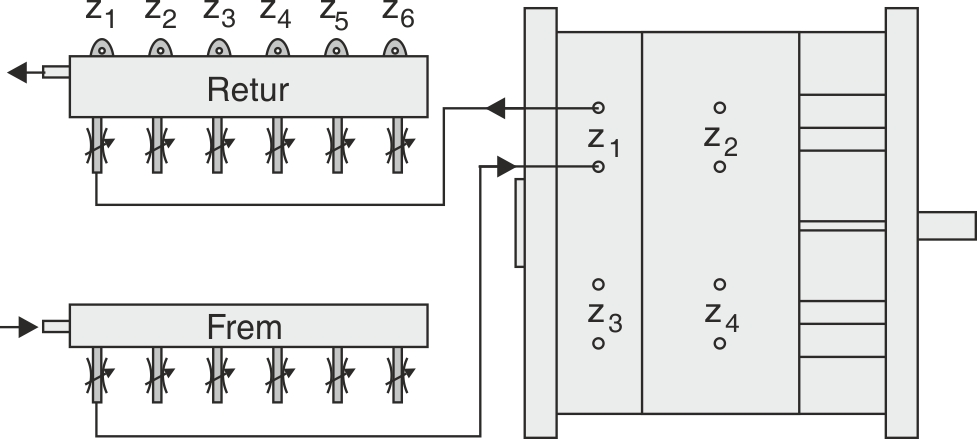
Tilgangsslangerne bør altid monteres på nederste slangestuts, og af-gangsslangerne altid på øverste slangestuts for at undgå luftlommer. Dette skal ligeledes være stemplet i værktøjet.
Inden et nyt værktøj igangsættes hos værktøjsmageren, bør det indskærpes, at slangestutse skal være påstemplet, hvor slangerne skal monteres (”ind” og ”ud”), og at en sådan undladelse er lig med nægtet modtagelse af værktøjet.
På eksisterende værktøjer, som ikke har disse påstemplinger, skal der foretages en gennemblæsning med luft af kølekredsene for at sikre korrekt gennemløb ved montering af køleslangerne.
Herefter må der ske en opmærkning og registrering på værktøjskortet som vist på figuren.