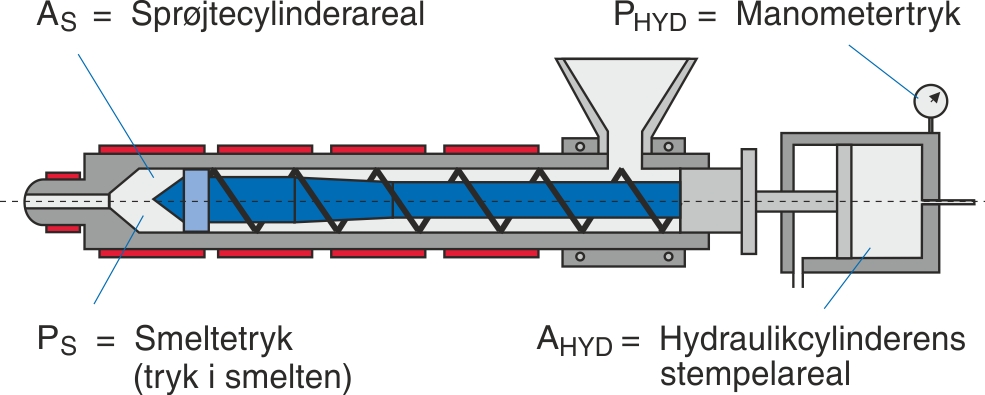
Fra hydrauliktryk til smeltetryk
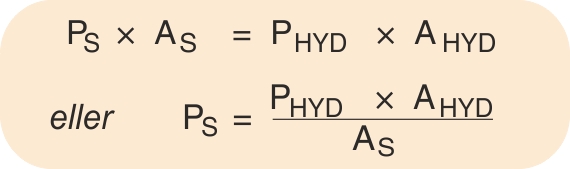
Ved at multiplicere hydraulikcylinderens areal med manometertrykket og dividere resultatet med sprøjtecylinderens areal fås smeltetrykket. Det kan udtrykkes ved nedenstående formel:
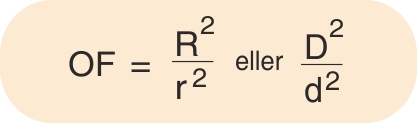
Forholdet AHYD/ AS kan benævnes som omsætningsfaktor = OF, også defineret som: Omsætningsfaktoren er lig med forholdet mellem hydraulikcylinderens areal og sprøjtecylinderens areal, der kan udtrykkes ved formlen:
Udregningseksempler for omsætningsfaktor
| 1 | 3 | 4 | |
| D | 120 | 80 | 100 |
| d | 40 | 25 | 35 |
| OF | 9 | 10,24 | 8 |
| P hyd (MPa) | 5,5 | 5,5 | 14 |
| P spec (MPa) | 49,5 | 56,32 | 112 |
Omsætningsfaktoren udtrykker udvekslingen fra hydrauliktryk til smeltetryk, hvilket er en vigtig forudsætning for at kunne flytte et værktøj mellem flere maskiner, idet et hydrauliktryk på en maskine bestemt ikke giver samme smeltetryk på en anden maskine.
Manglende viden herom kan ofte give anledning til problemer med overholdelse af stillede kvalitetskrav, medmindre formen altid bruges i samme maskine.
Det er ikke relevant at angive sprøjtetryk, eftertryk og modtryk aflæst som manometerværdi, men altid at angive disse værdier i specifikke værdier (specifik = speciel eller entydig), som udregnes ved:

Eksempel
Manometertryk:
8 MPa eller 80 bar.
Omsætningsfaktor:
9 (ingen benævnelse).
Specifikt tryk (fx sprøjtetryk):
8 × 9 = 72 MPa, eller 80 × 9 = 720 bar.
Dette tryk er anvendeligt for et værktøj til produktion i alle passende maskiner, vel at mærke når omsætningsfaktoren er kendt på disse andre maskiner, således at der kan regnes tilbage til manometertryk.
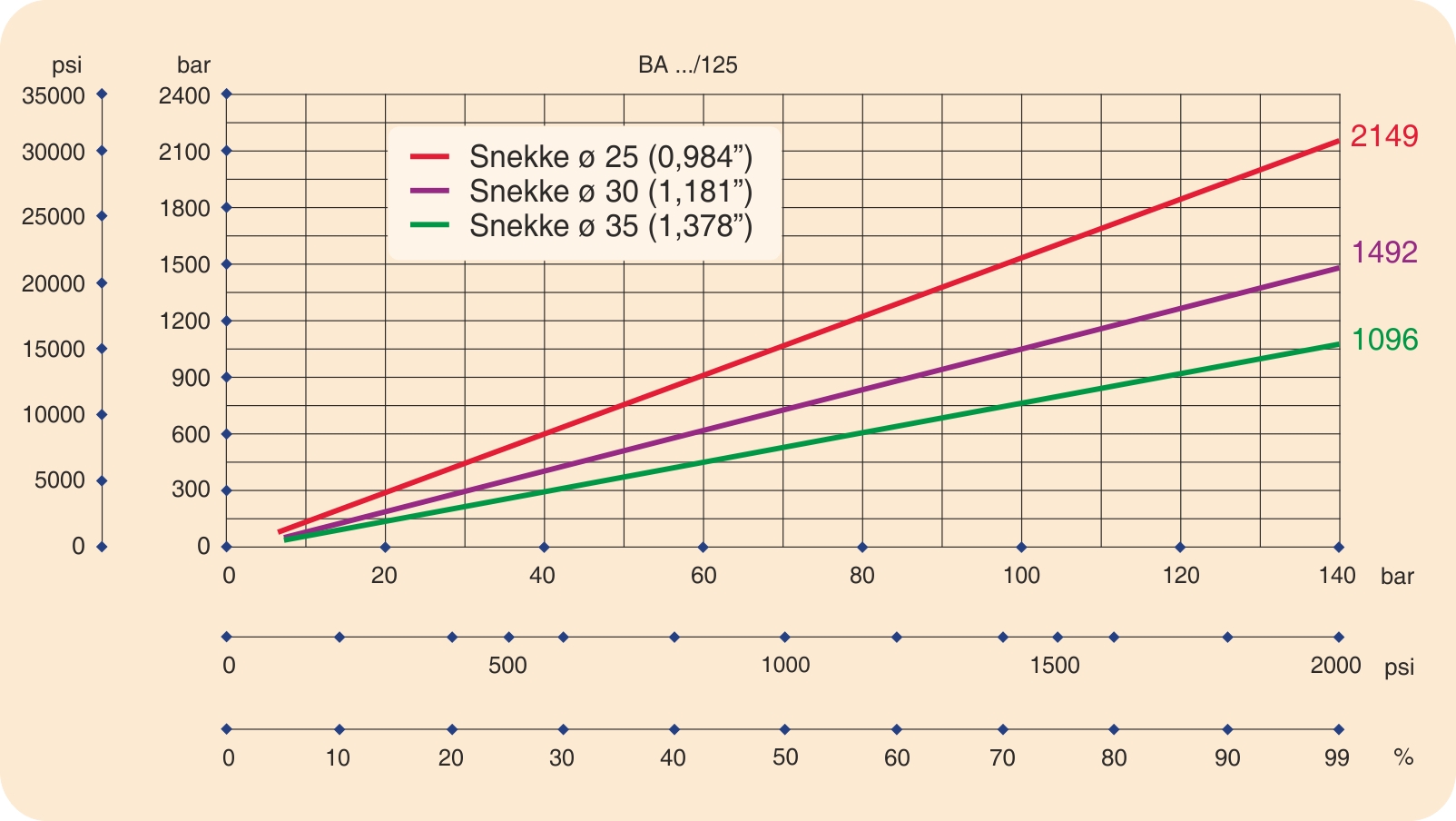
Sådanne udregninger kan normalt undgås, idet maskinfabrikanterne sammen med maskinmanualen leverer et diagram for sprøjtetryk.