Temperaturindstilling ved sprøjtestøbning
Indstilling af varmebåndenes temperatur på sprøjtestøbemaskinen til en given produktion i et givet materiale burde jo, som mange plastmagere udtrykker det, være noget, man bare slår op, og ikke noget med alle de omsvøb.
Massetemperaturen og varmebåndenes temperatur er naturligvis ikke den samme, for ud over den varmeenergi, plasten får tilført fra varmebåndene for at smeltes, tilføres der friktionsvarme ved snekkens rotation. Sidstnævnte tilførte varmeenergi kan ved sprøjtestøbning være omtrent lige så stor som den af varmebåndene tilførte energi.
Nedenstående diagrammer viser nogle udvalgte materialers temperaturprofiler, men viser ikke eksakte temperaturindstillinger.
Diagrammerne dækker en ret bred temperaturindstilling, idet hvert diagram dækker en hel materialegruppe.
Således dækker et enkelt diagram et område fra det laveste smelteindeks til det højeste smelteindeks, hvorfor der til specielle opgaver, hvor en eksakt smeltetemperatur er påkrævet, bør hentes informationer i materialets datablad eller hos materialeleverandøren.
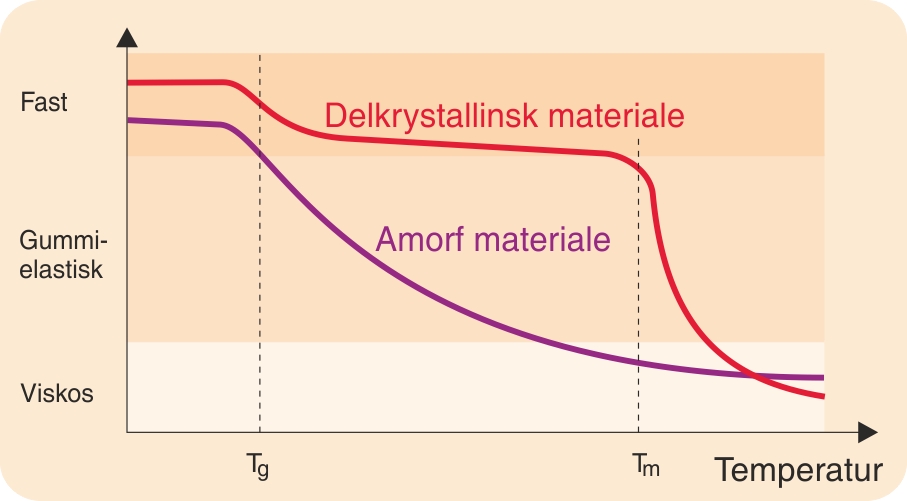
Forarbejdningstekniske tilstandsændringer for termoplastiske materialer
For de amorfe materialer er forarbejdningstemperaturområdet ret bredt, idet forarbejdningen kan ske allerede tidligt i den gummielastiske tilstand. For de delkrystallinske materialer udgør den gummielastiske fase derimod et meget smalt temperaturområde, inden den viskose fase nås. Da kurven omtrent er lodret, betyder det, at forarbejdningsområdet for de delkrystallinske materialer er relativt smalt – for nogle materialer er det inden for ±5 °C.
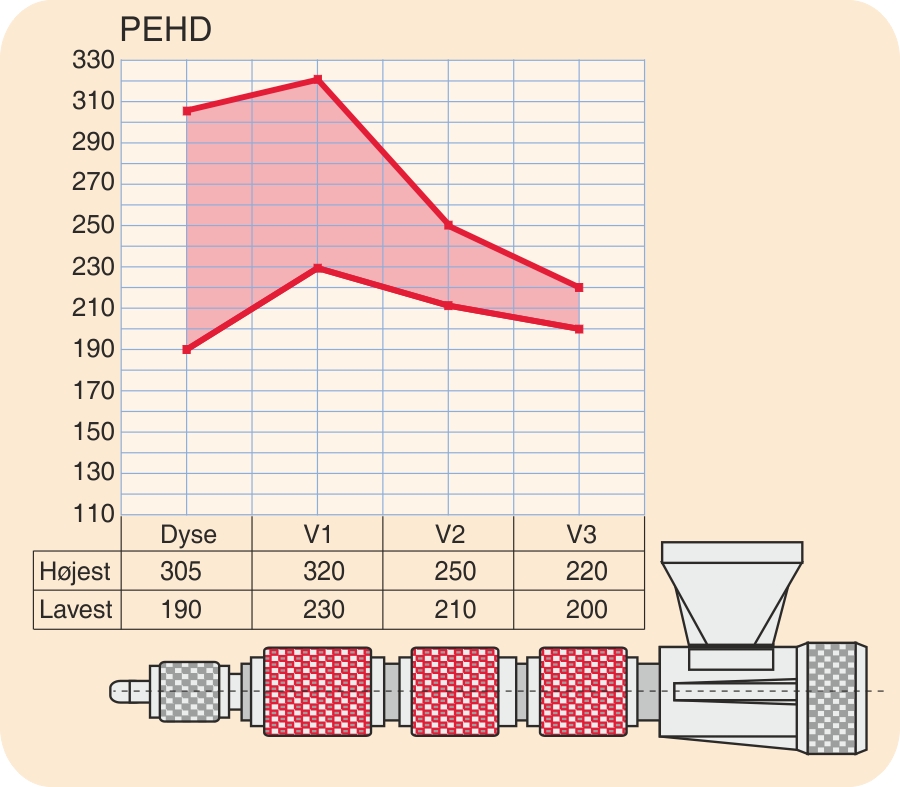
Temperaturprofil for PEHD
PEHD (high density polyethylen)
| Smeltepunkt Tm: | 125 °C |
| Værktøjstemperatur: | 10-50 °C |
| Traverstemperatur: | 10-50 °C |
| Fortørring: | Ikke nødvendig |
| Genanvendelse: | 100% |
| Indfarvning | Let |
| Dyse | Åben dyse |
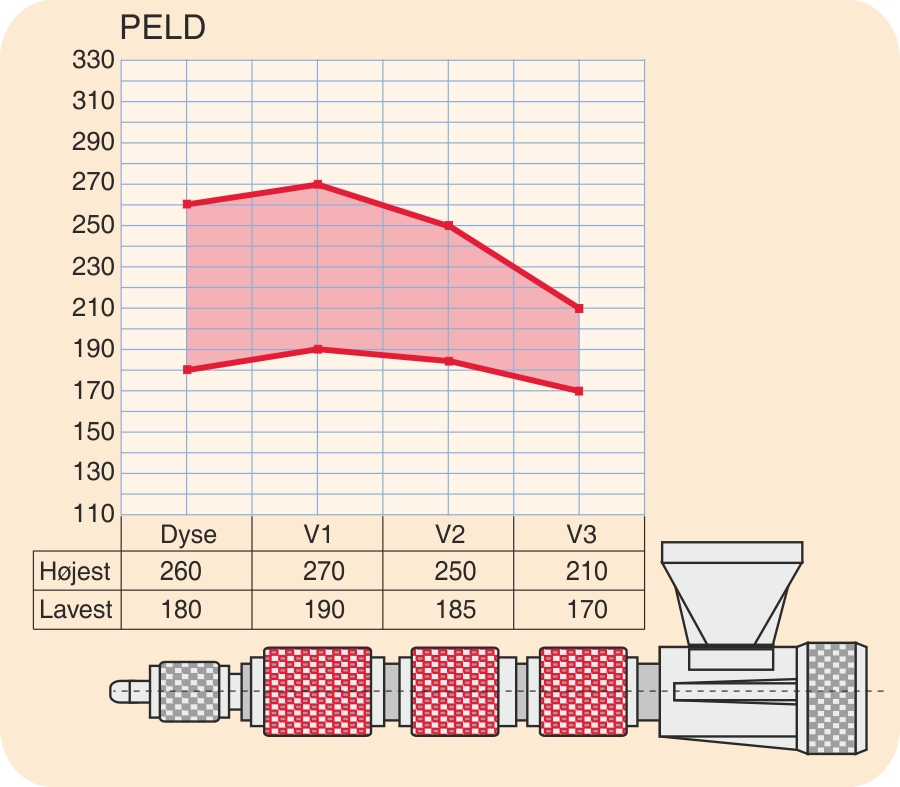
Temperaturprofil for PELD
PELD (low density polyethylen)
| Smeltepunkt Tm: | 125 °C |
| Værktøjstemperatur: | 10-50 °C |
| Traverstemperatur: | 10-50 °C |
| Fortørring: | Ikke nødvendig |
| Genanvendelse: | 100 % |
| Indfarvning: | Let |
| Dyse: | Åben dyse |
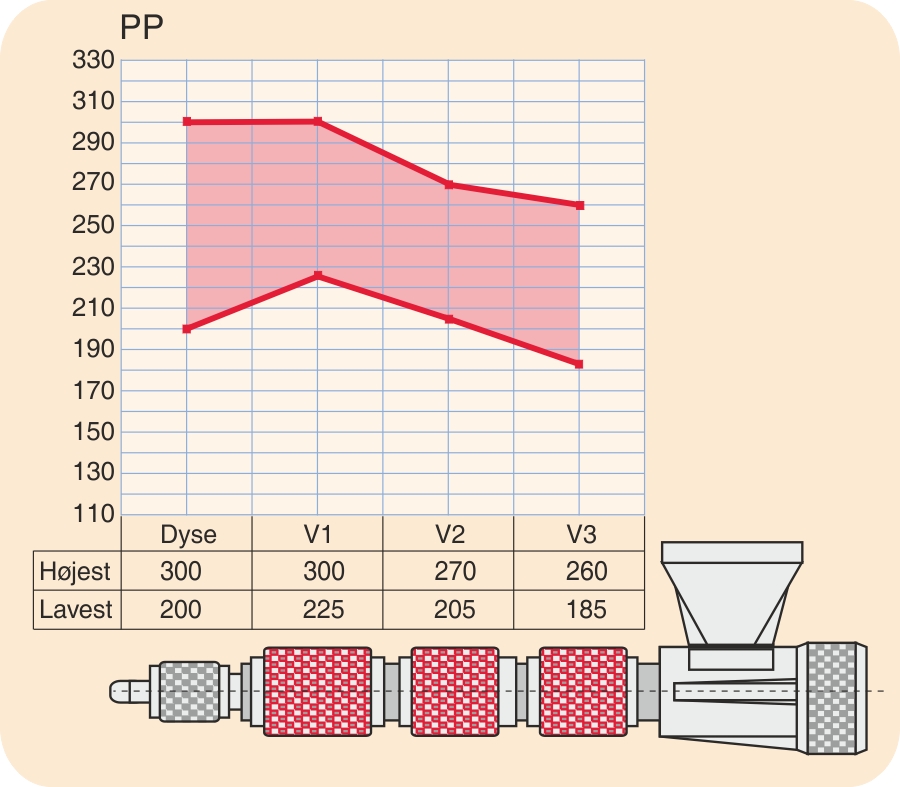
PP (polypropylen)
| Smeltepunkt Tm: | 165 °C |
| Værktøjstemperatur: | 10-50 °C |
| Traverstemperatur: | 10-50 °C |
| Fortørring: | Ikke nødvendig |
| Genanvendelse: | 100 % |
| Indfarvning: | Let |
| Dyse: | Åben dyse |
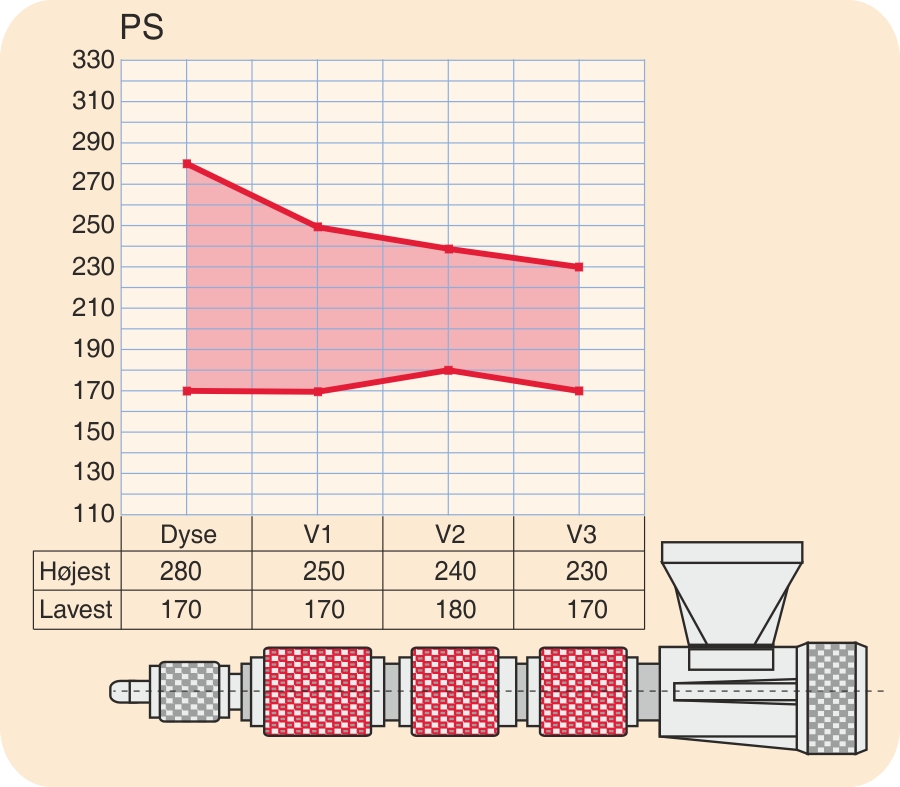
PS (polystyren)
| Værktøjstemperatur: | 10-50 °C |
| Traverstemperatur: | 10-50 °C |
| Fortørring: | Ikke nødvendig |
| Genanvendelse: | Kan ikke anbefales |
| Indfarvning: | Ubegrænset |
| Dyse: | Åben dyse |
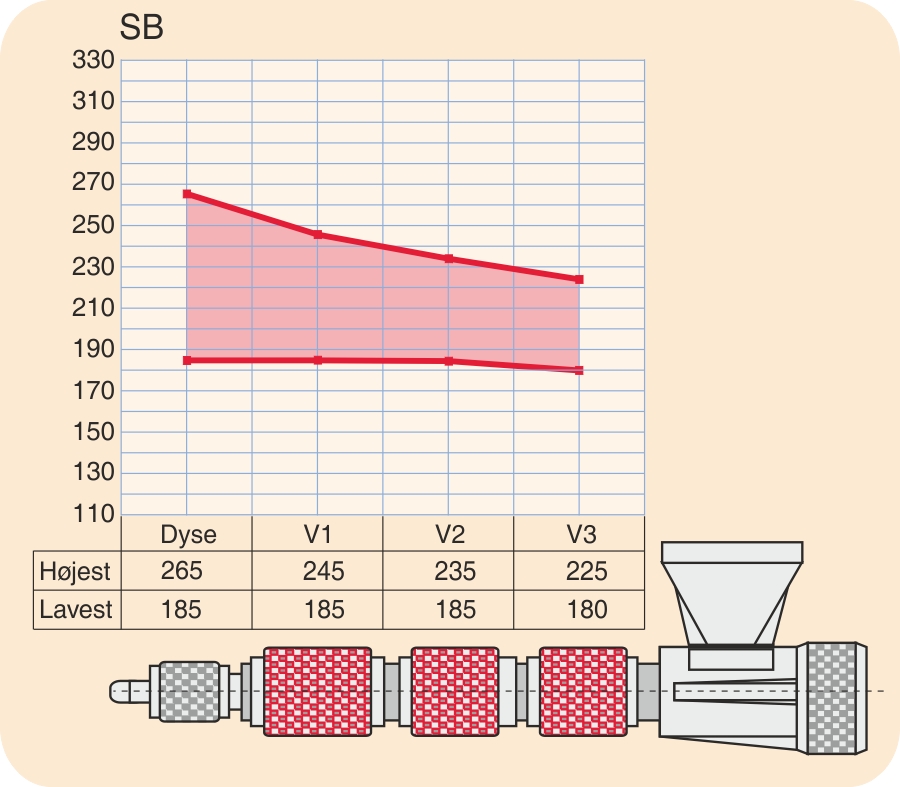
Temperaturprofil for SB (slagfast polystyren) / HIPS
SB (slagfast polystyren) / HIPS
| Værktøjstemperatur. | 10-60 °C |
| Traverstemperatur: | 10-50 °C |
| Fortørring: | Ikke nødvendig |
| Genanvendelse. | 50-100 % |
| Indfarvning: | Ubegrænset |
| Dyse: | Åben dyse |
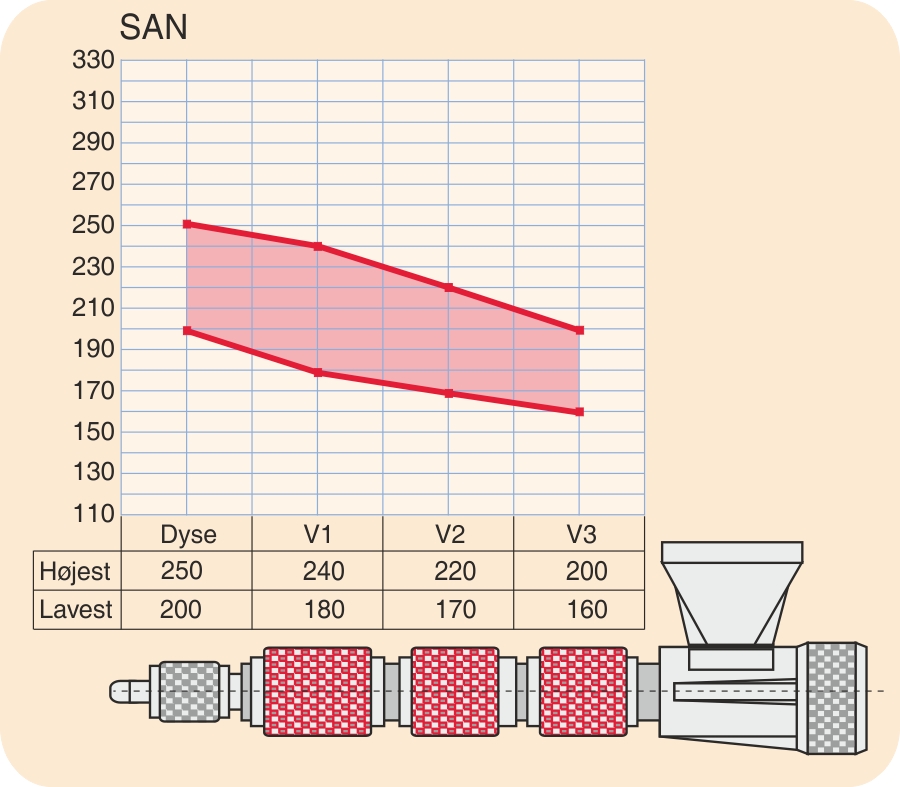
SAN (styren-acrylnitril-copolymer)
SAN (styren-acrylnitril-copolymer)
| Værktøjstemperatur | 10-60 °C |
| Traverstemperatur | 10-60 °C |
| Fortørring | Anbefales |
| Genanvendelse | Efter opgave |
| Indfarvning | Begrænset |
| Dyse | Åben dyse |
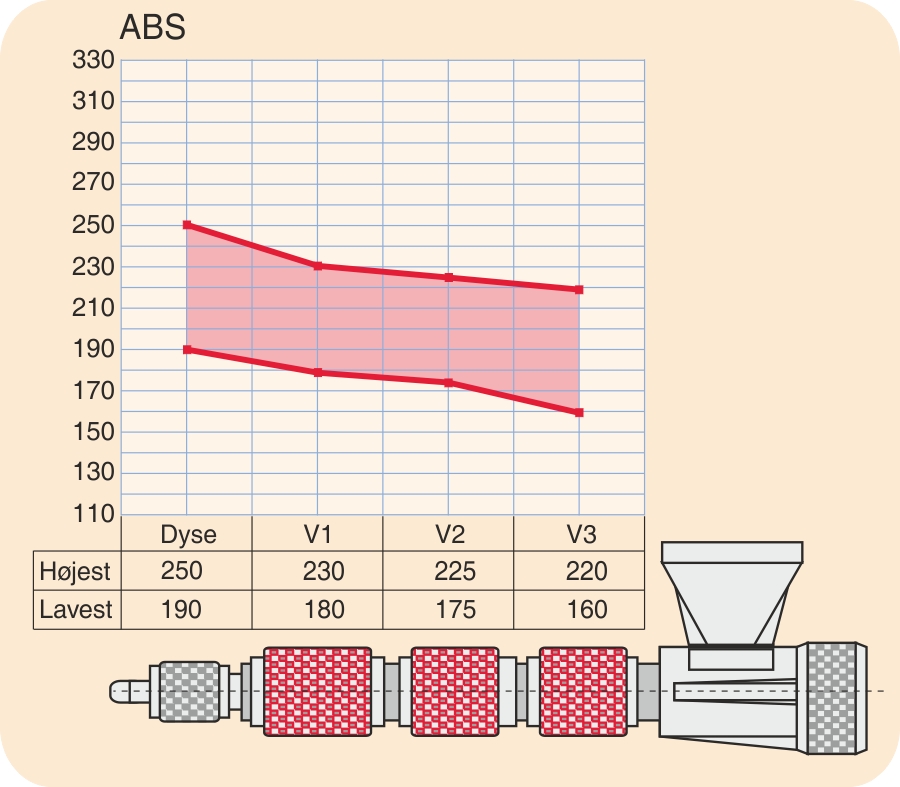
Temperaturprofil for ABS (acrylnitril-butadien-styren-copolymer)
ABS (acrylnitril-butadien-styren-copolymer)
| Værktøjstemperatur: | 30-80 °C |
| Traverstemperatur: | 30-80 °C |
| Fortørring: | 4 timer ved 80 °C |
| Genanvendelse: | Efter opgave |
| Indfarvning: | Begrænset |
| Dyse: | Åben dyse |
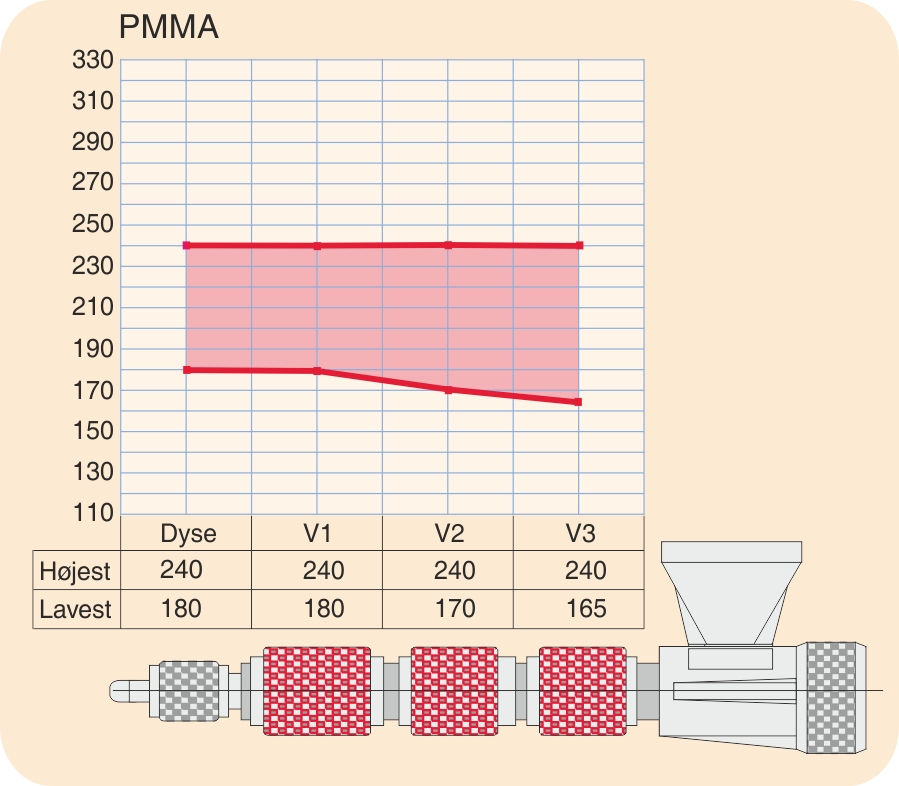
Temperaturprofil for PMMA (polymethylmethacrylat)
PMMA (polymethylmethacrylat)
| Værktøjstemperatur: | 30-70 °C |
| Traverstemperatur: | 30-70 °C |
| Fortørring: | 4 timer ved 80 °C |
| Genanvendelse: | Efter opgave |
| Indfarvning: | Begrænset |
| Dyse: | Åben dyse |
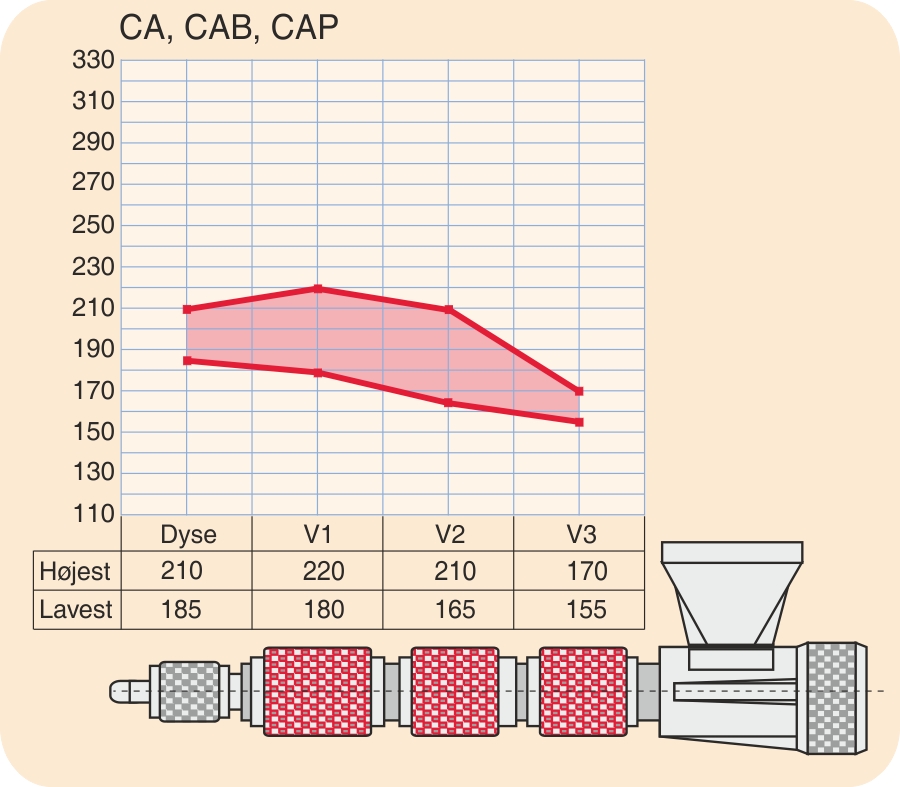
Temperaturindstillinger for CA (celluloseacetat), CAB og CAP
CA (celluloseacetat), CAB og CAP
| Værktøjstemperatur: | 40-80 °C |
| Traverstemperatur: | 30-80 °C |
| Fortørring: | 4 timer ved 70 °C |
| Genanvendelse: | Efter opgave |
| Indfarvning: | Let |
| Dyse: | Åben dyse |
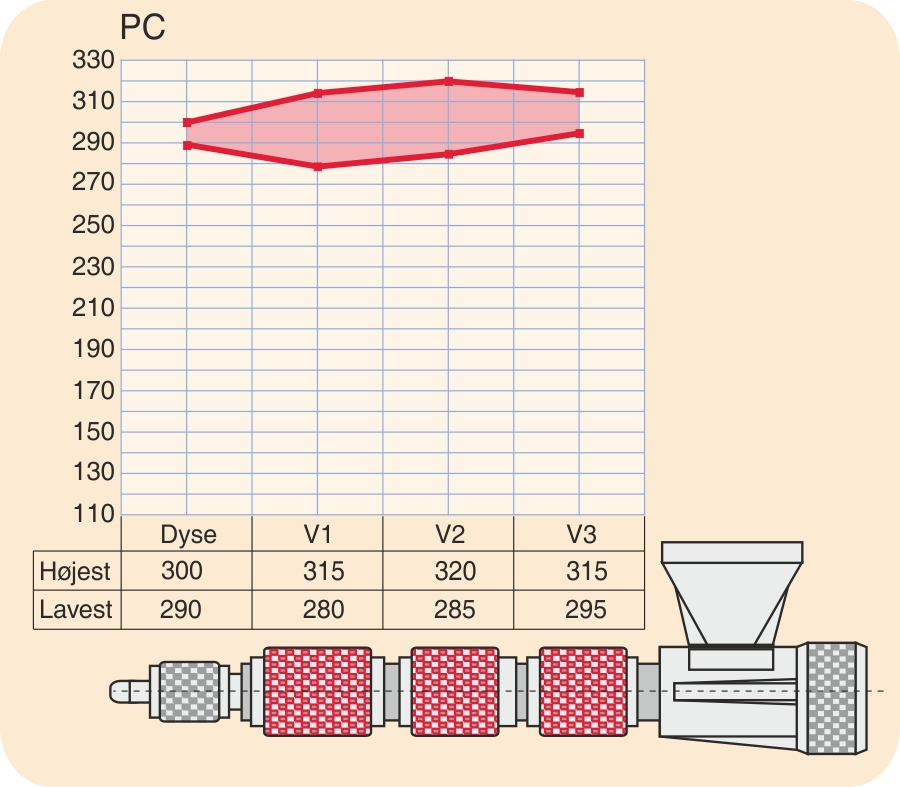
Temperaturindstillinger for PC (polycarbonat)
PC (polycarbonat)
| Værktøjstemperatur: | 80-120 °C |
| Traverstemperatur: | 60-100 °C |
| Fortørring: | Ca. 8 timer ved
100-120 °C evt. med tragtvarme |
| Genanvendelse: | Efter opgave |
| Indfarvning: | Anbefales ikke |
| Dyse: | Glidedyse anbefales |
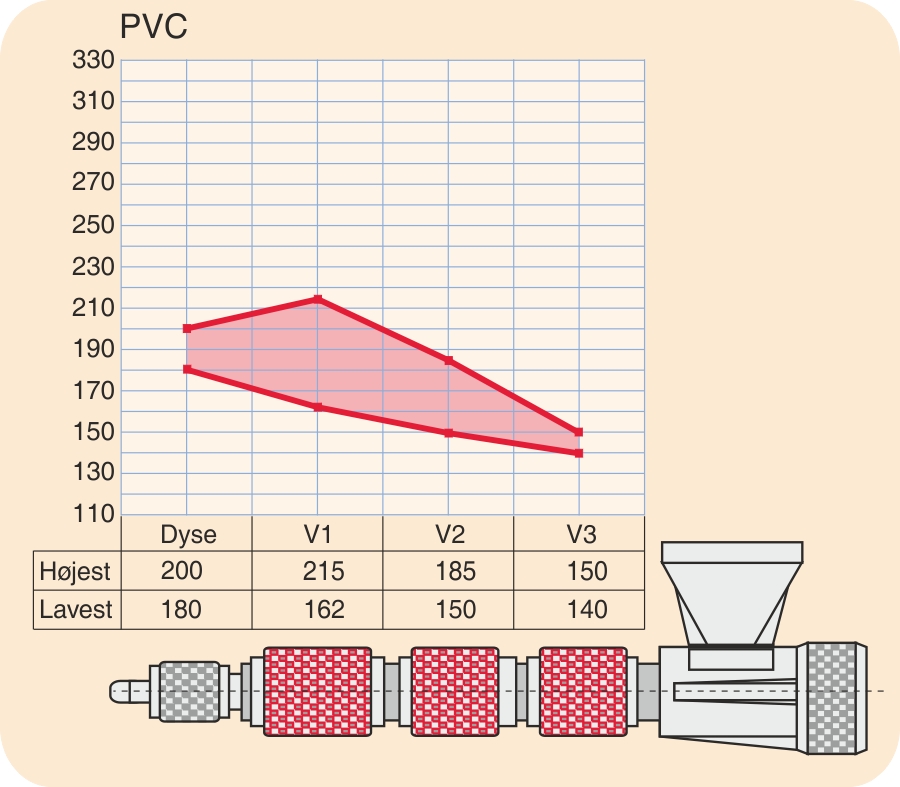
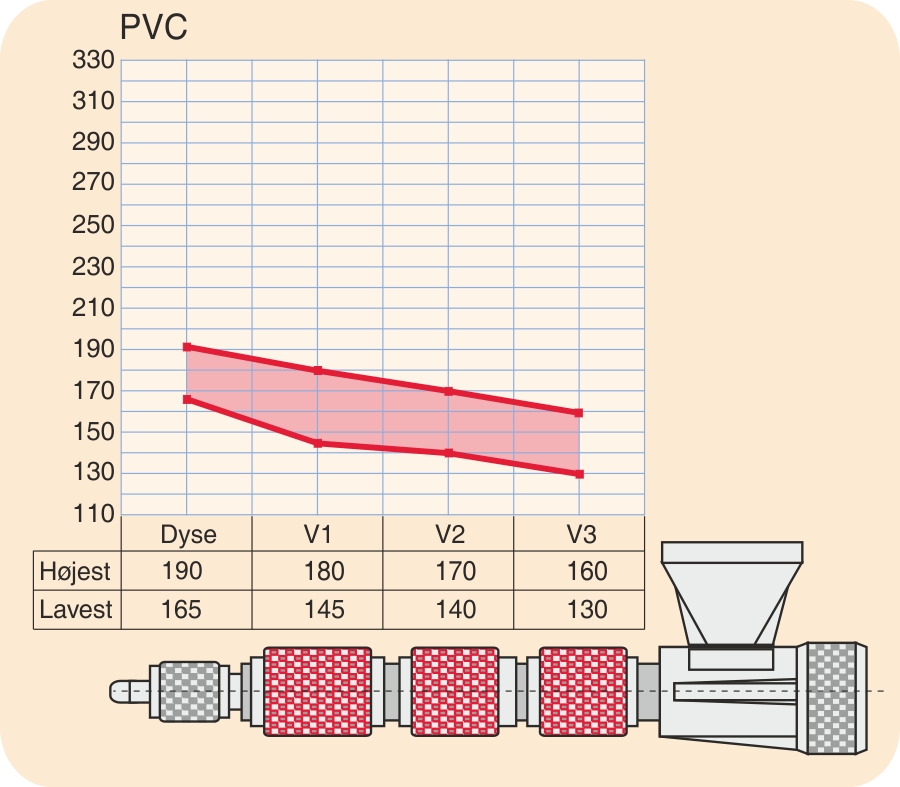
Temperaturprofil for PVC (polyvinylchlorid, stiv)
PVC (polyvinylchlorid, stiv)
| Værktøjstemperatur: | 20-60 °C |
| Traverstemperatur: | 10-40 °C |
| Fortørring: | Ikke nødvendig |
| Genanvendelse: | Efter opgave |
| Indfarvning: | Let |
| Dyse: | Åben speciel dyse |
Temperaturprofil for PVC (polyvinylchlorid, blødgjort)
PVC (polyvinylchlorid, blødgjort)
| Værktøjstemperatur: | 20-40 °C |
| Traverstemperatur: | 10-40 °C |
| Fortørring: | Ikke nødvendig |
| Genanvendelse: | Efter opgave |
| Indfarvning: | Let |
| Dyse: | Åben dyse |
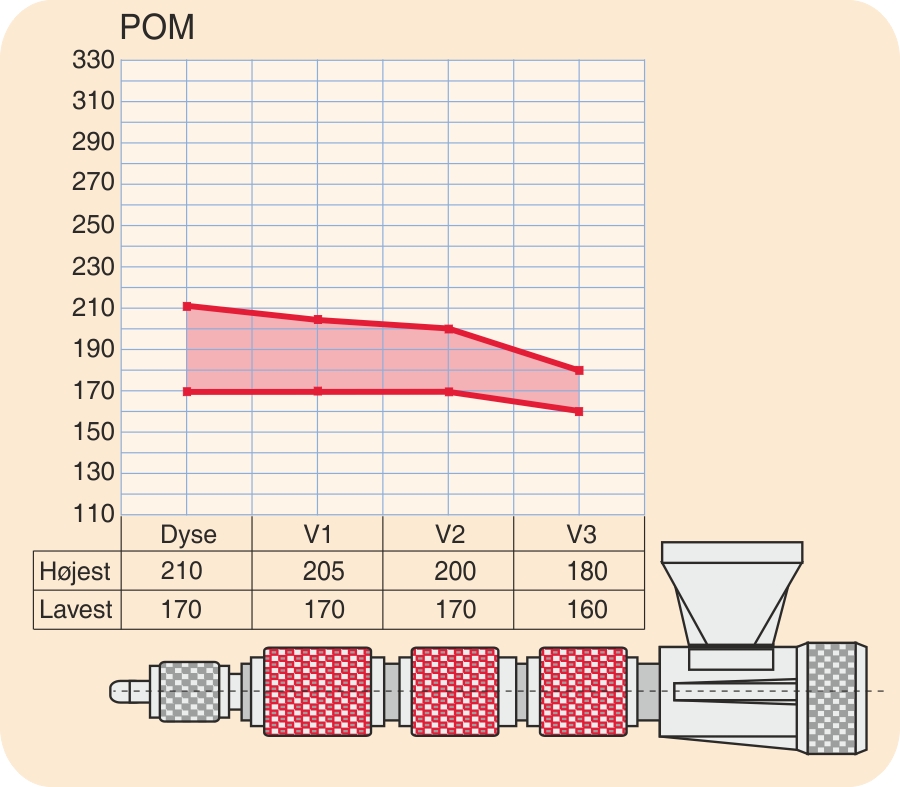
Temperaturprofil for POM (polyoxymethylen)
POM (polyoxymethylen)
| Smeltepunkt Tm: | 165-175 °C |
| Værktøjstemperatur: | 40-120 °C |
| Traverstemperatur: | 40-90 °C |
| Fortørring: | Anbefales |
| Genanvendelse: | Efter opgave |
| Indfarvning: | Vanskelig |
| Dyse: | Åben dyse |
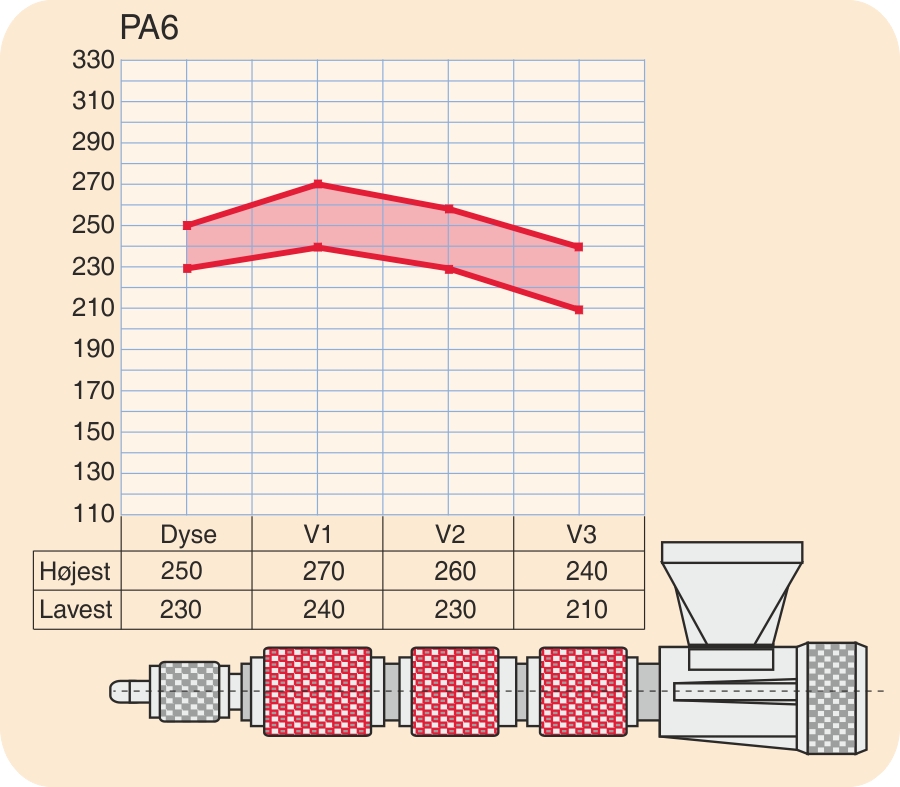
Temperaturprofil for PA6 (polyamid 6)
PA6 (polyamid 6)
| Smeltepunkt Tm: | ~225 °C |
| Værktøjstemperatur: | 60-100 °C |
| Traverstemperatur: | 40-90 °C |
| Fortørring: | 16 timer ved 80-100 °C |
| Genanvendelse: | Efter opgave |
| Indfarvning: | Let |
| Dyse: | Nålelukkedyse |
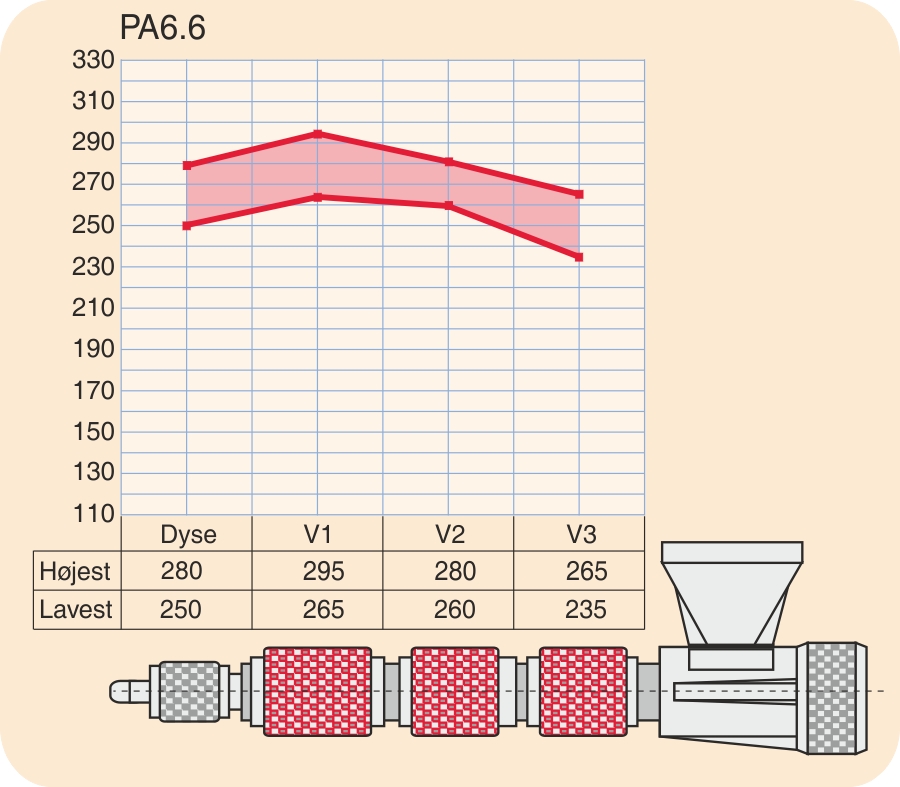
Temperaturprofil for PA6.6 (polyamid 6.6)
PA6.6 (polyamid 6.6)
| Smeltepunkt Tm: | ~265 °C |
| Værktøjstemperatur: | 60-90 °C |
| Traverstemperatur: | 40-90 °C |
| Fortørring: | 16 timer ved 80-100 °C |
| Genanvendelse: | Efter opgave |
| Indfarvning: | Let |
| Dyse: | Nålelukkedyse |