Kapperør
Når fx et kapperør i PE skal fyldes med isoleringsskum, er det vigtigt, at røret er treatet indvendigt, således at skummet klæber til røret.
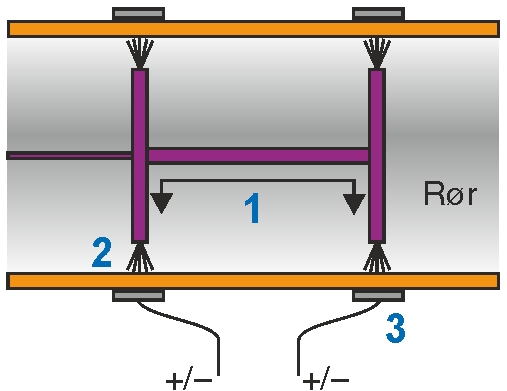
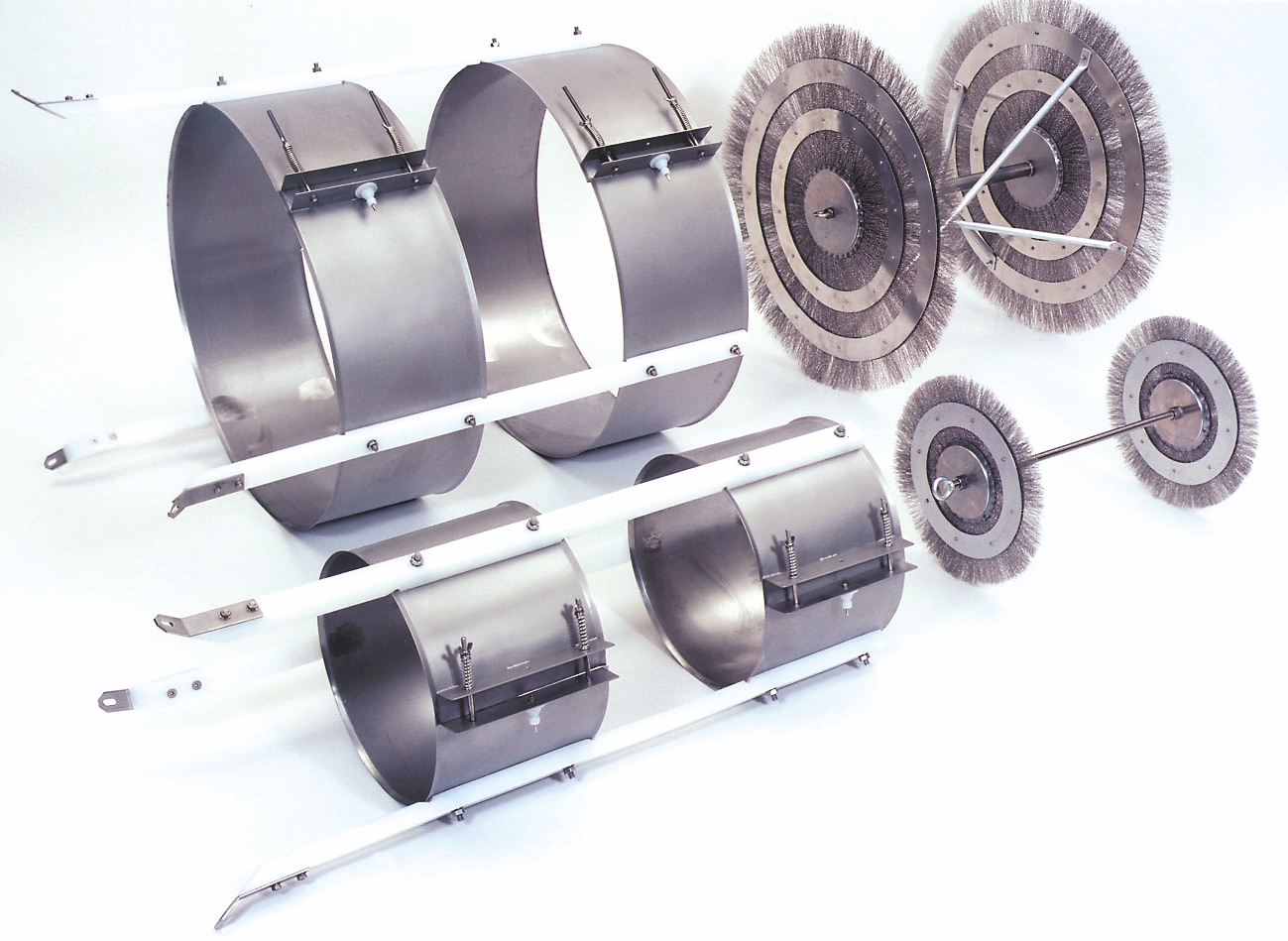
Treatningen forgår, ved at der ”hænger” en dobbelt ståltrådskost i en ikke strømførende wire indvendigt i røret. Wiren er fastgjort på dysen. Udvendigt sidder der to metalbånd omkring røret.
Højspænding sendes gennem det ene udvendige bånd, som er pluspol. Spændingen slår gennem røret ind i den ene indvendige kost og hen gennem skaftet til den anden kost, som sender spændingen ud gennem røret til det andet, udvendige bånd, som er minuspol. Så vendes strømretningen, og det samme sker blot modsat vej. Når strømretningen til stadighed skifter, vil der dannes små gnister mellem røret og kostene.
Det er tillige muligt at fastholde kosten ved hjælp af udvendige magneter.