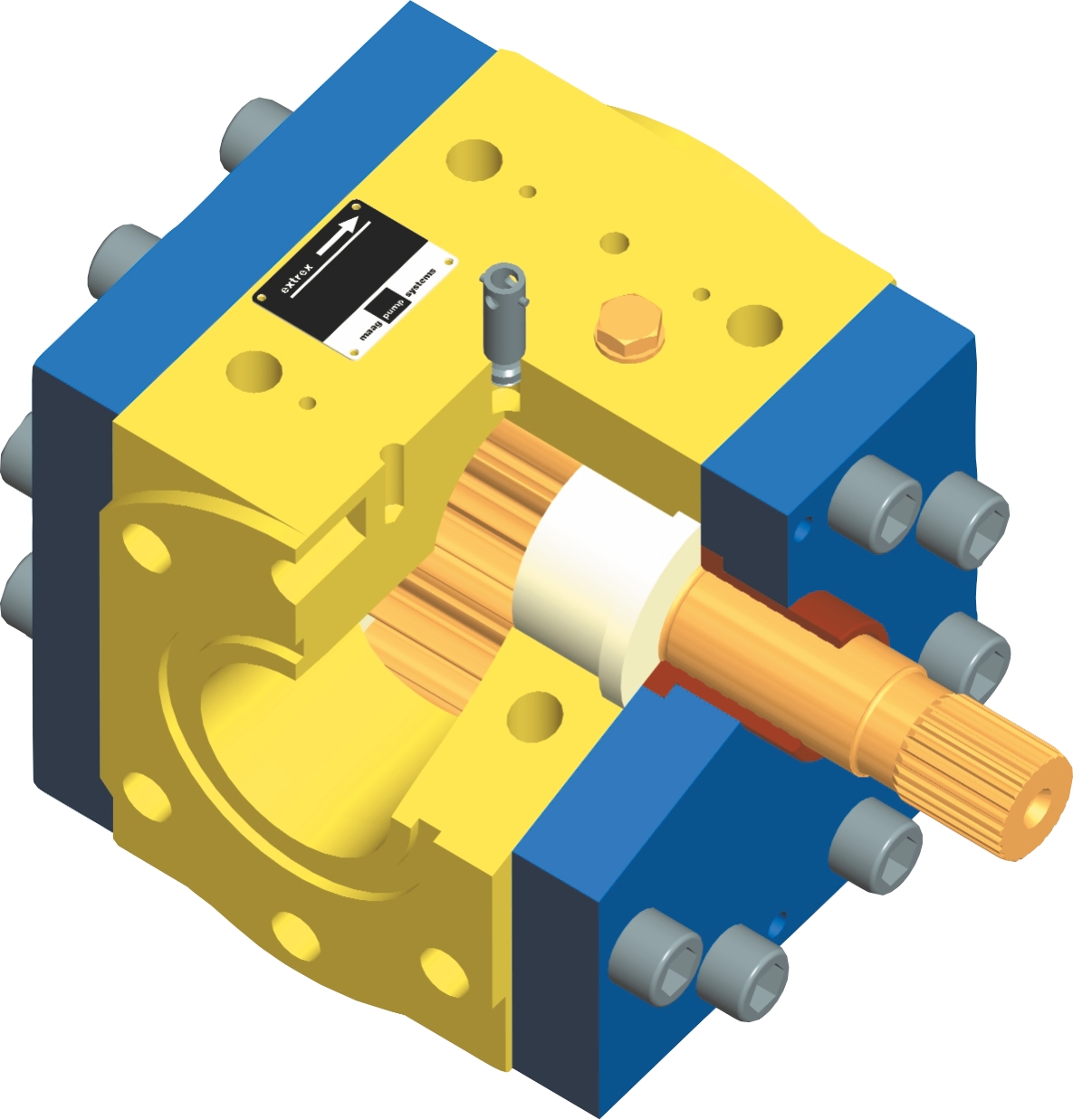
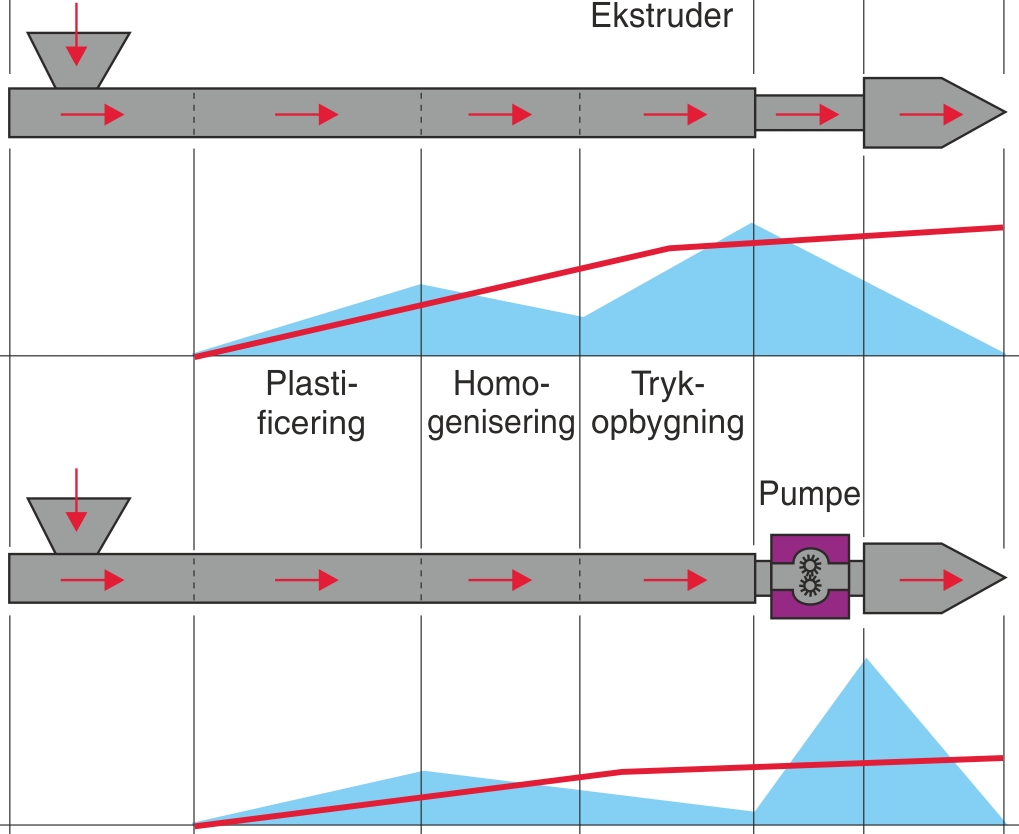
Smeltepumpe/gearpumpe
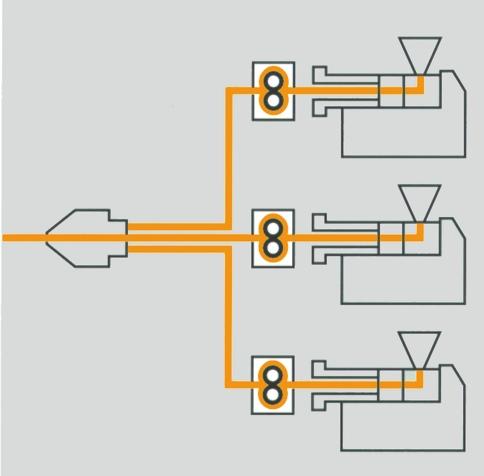
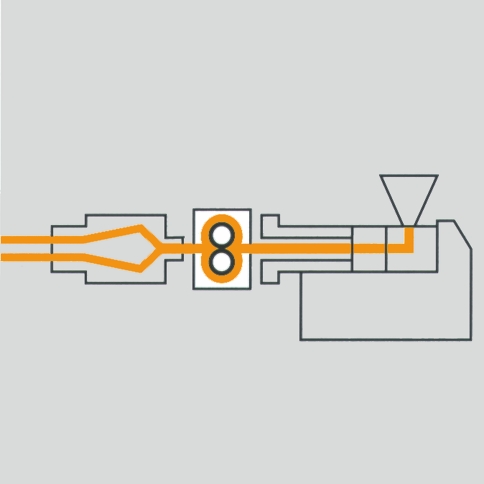
For at opretholde et konstant tryk eller et tilstrækkeligt højt tryk i værktøjet anvender nogle virksomheder en såkaldt gearpumpe eller smeltepumpe, som placeres mellem snekkespidsen og værktøjet.
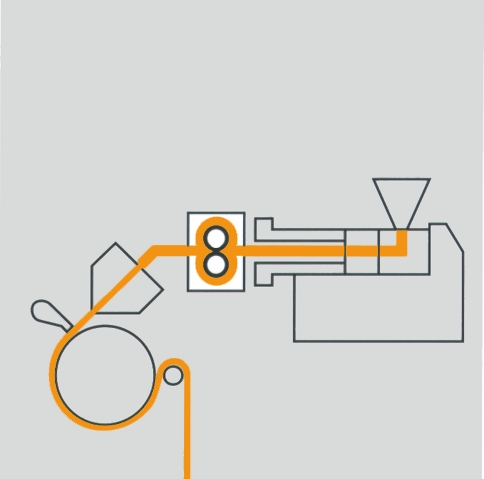
Gearpumpen, som kan være en tandhjulspumpe drevet af en elmotor eller en hydraulisk motor, presser materialet ind i værktøjet med konstant tryk. Eventuelle udsving i ydelsen/trykket fra ekstruderen vil derved blive udlignet.
For at overvåge tryk og funktion anbringes en trykføler før og efter gearpumpen, og følgende oplysninger indtastes i styringerne:
- Ønsket tryk i værktøjet indtastes i styringen til gearpumpen
- Ønsket massetryk ved snekkespidsen indtastes i styringen til ekstruderen
Gearpumpen opretholder nu konstant tryk i værktøjet. Hvis trykket før gearpumpen falder, vil ekstruderen sætte farten lidt op og sørge for tilstrækkelig fødning til gearpumpen. Hvis trykket før gearpumpen stiger, vil ekstruderen derimod sætte farten lidt ned.
Resultatet skulle blive et mere ensartet produkt.
Systemet anvendes også, når det ikke er muligt at opnå det rette tryk i værktøjet med den tilrådighedværende snekke.