Produkterne
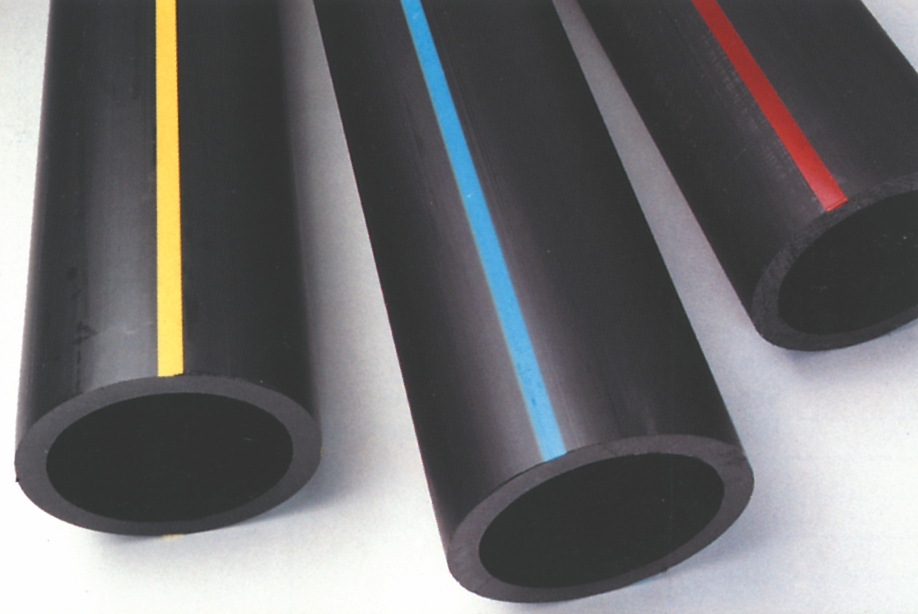
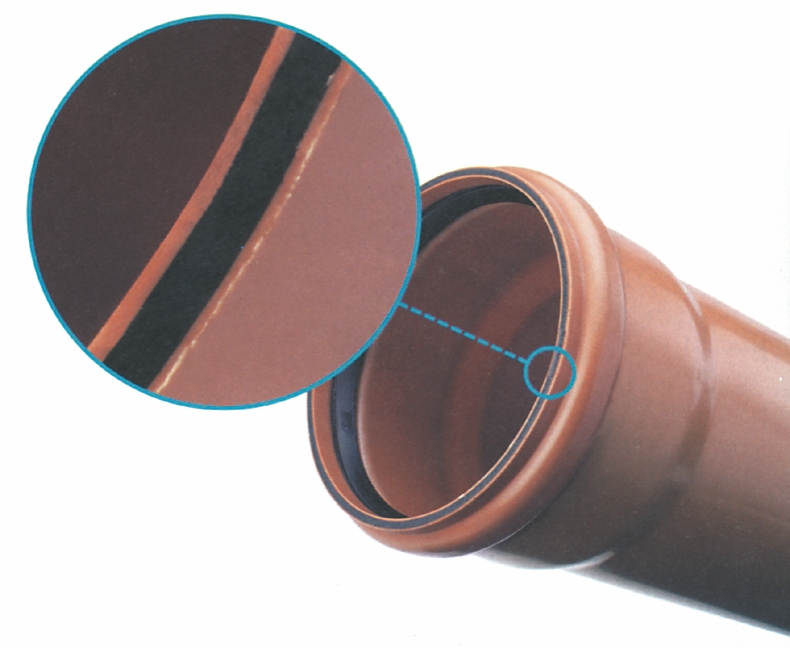
Mange plastprodukter, som vi bruger i dagligdagen, er fremstillet ved ekstrudering. Et kendetegn ved ekstruderede produkter er, at de bliver fremstillet i endeløse længder. Bl.a. kan nævnes rør til naturgas, kloakrør, nedløbsrør, tagrender og haveslanger.
Selvfølgelig er de nævnte produkter ikke endeløse, men er savet op i passende længder. Processen er endeløs, forstået på den måde, at når maskinen er startet op, kan man i princippet lave en haveslange, der når helt til månen eller for den sags skyld endnu længere, blot man har råvarer nok osv.
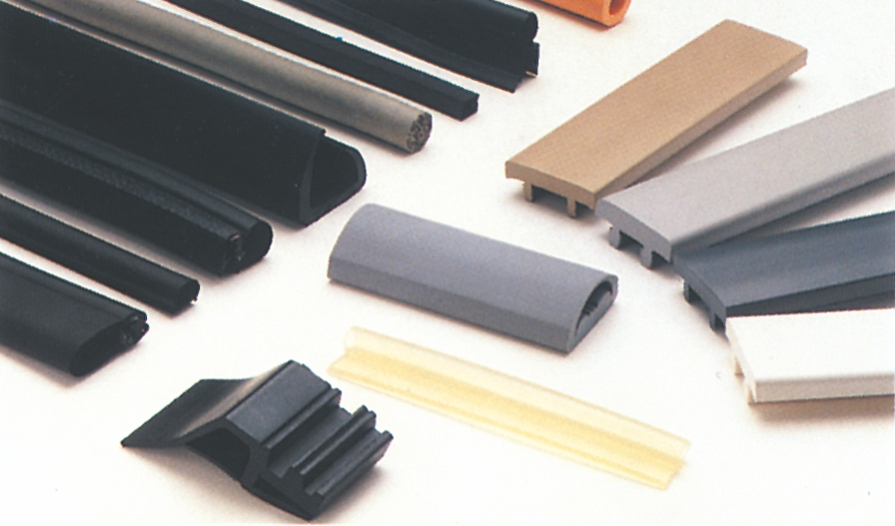
Desuden fremstilles profiler ved ekstrudering. Sådanne profiler kan fx være tagrender i plast, profiler til vinduer og et utal af profil-lister i både hårde og bløde materialer.
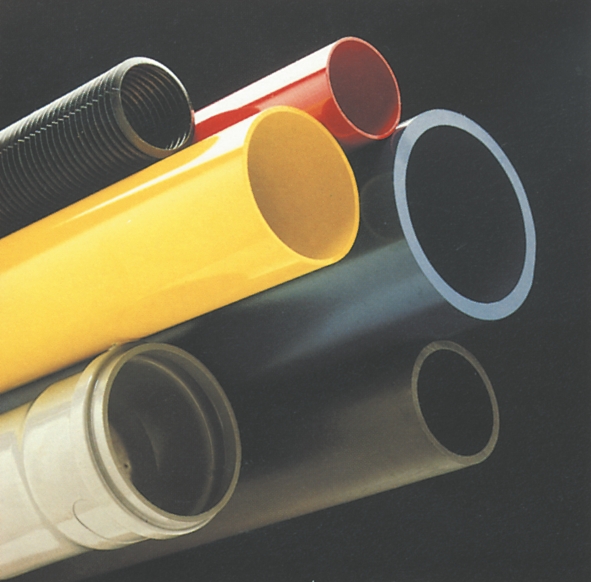


Plader fremstilles også ved ekstrudering. Sådanne plader kan fx anvendes som klare plader omkring en brusekabine eller til hylder i små skabe. Endvidere anvendes en stor del af ekstruderede plader til termoformning. Sådanne termoformede emner kan fx være bakker til kød eller drikkebægre til kaffe.
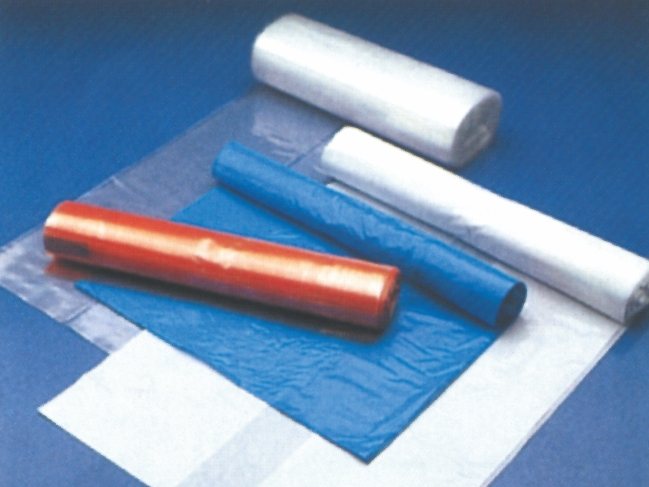
Folier kan også fremstilles ved ekstrudering. Folierne kan skæres op og svejses sammen til fx bæreposer. Folie kan fx også svejses på som låg på termoformede bakker til kød.
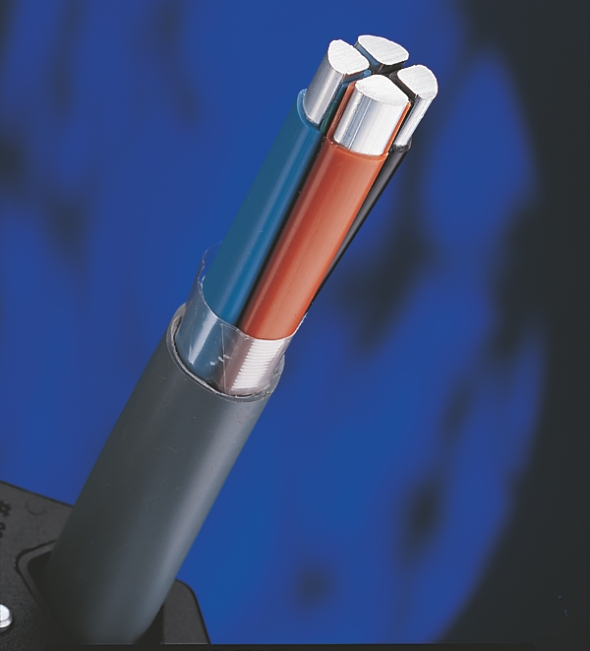
Foruden disse emner ekstruderes isoleringen på strømførende ledninger, kapperøret på fjernvarmerør og kappen på rør og ledninger, som lægges ned på havbunden. Hårene på børster og koste, massive stænger samt mange beholdere, dunke og flasker er også ekstruderede produkter.
De produkter, der fremstilles ved blæsestøbning, er hule emner fx flasker til kropsplejemidler, drikkevarer, madvarer, rengøringsmidler, syrer og opløsningsmidler. Desuden fremstilles mange andre produkter fx olie- og benzindunke, parasolfødder, juletræsfødder, bolde, vandkander, vejsten, sprinklervæskebeholdere, benzin- og dieseltanke til biler, store tønder og tromler, hvoraf nogle kan rumme op til flere hundrede liter, ved ekstrudering.

I princippet kan alle termoplast ekstruderes. Der anvendes både hårde og bløde plasttyper samt ekstra bløde gummi-/ plasttyper. Ofte ekstruderes en hård plastprofil sammen med en blød gummiprofil. Sådanne profiler kan fx anvendes som glaslister til vinduer. Denne proces, hvor man smelter to forskellige plastmaterialer sammen under processen, kaldes for coekstrudering. Ved denne proces er der en ekstruder for hver plasttype, som skal ledes ind i formgivningsværktøjet.
Coekstrudering anvendes også til fremstilling af 2-lags eller flerlags rør, folier, plader og andre produkter, hvor man ønsker forskellige egenskaber på yder- og inderside. Ønsket kan også være at anvende genbrugsplast i det midterste af tre lag. Der fremstilles produkter, hvor der ekstruderes op til 9 lag sammen i en plade eller andre emner.