Strømningskarakteristik
Når plastmaterialet transporteres i værktøjet, sker det langs væggene i værktøjet. I opvarmede omgivelser vil alt materialet bevæge sig – dog med forskellig hastighed. Lad os se på et eksempel.
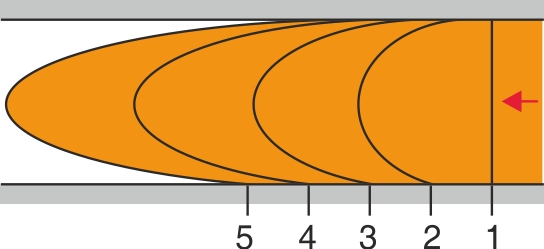
I en kanal med cirkulært tværsnit er hastigheden lavest ved kanalens vægge og højest i midten som vist på figuren. Hastighedsforskellen giver med den større materialestrøm i midten af kanalen molekylerne en orientering på langs ved kanalvæggen.
Disse forhold gør sig i øvrigt gældende i alle formgivningsværktøjer. Derfor er det vigtigt at være opmærksom på, om temperaturen på værktøjet er tilstrækkeligt høj for at modvirke, at plasten sætter sig fast på områder i værktøjet, hvor strømningen ikke er så kraftig.
Stillestående plast vil for nogle plasttypers vedkommende kunne resultere i forbrændinger, opleves som brune ”striber” eller ”klatter” i produktet.
På store rør- og folieværktøjer er der for at modvirke disse problemer også indbygget varmelegemer indvendigt i værktøjet (fx dornvarme). Ønsket er at opnå lidt højere temperatur på værktøjet end på plastsmelten, således at man får en ensartet strømning i hele flydestrømmen.