Værktøjet
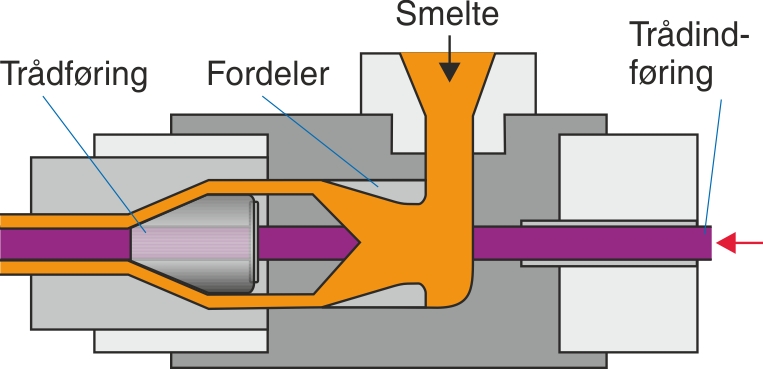
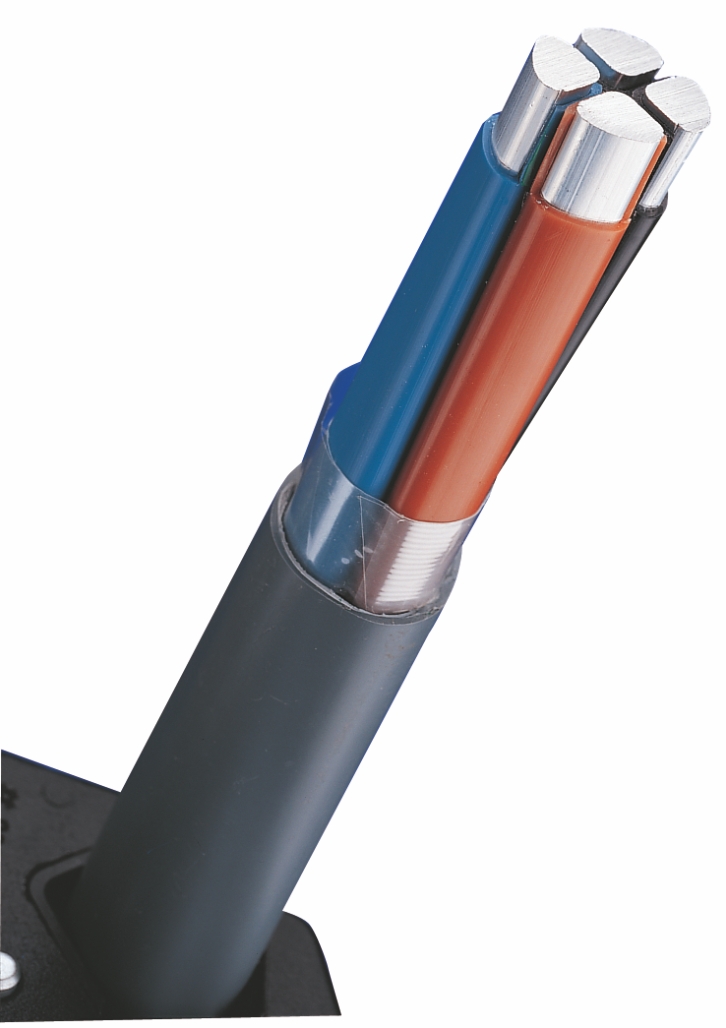
Ekstruderen er monteret med sidefødt rørværktøj, der kan forme et rør uden om fx en kobbertråd, et metalrør eller et bundt ledninger. Godstykkelse og diameter kan variere meget.
De materialer, der anvendes, kan være næsten alle typer af plast og i næsten alle hårdhedsgrader fra bløde belægninger til hårde og stive kapperør.
De produkter, der fremstilles ved denne proces, kan være så forskellige som isolering på små ledninger, hørerør og kapper uden om isoleringen på store fjernvarmerør.

Virksomhederne råder over værktøjer til forskellige typer af plast. Samtidigt råder de over større og mindre værktøjer til forskellige diametre.
Ved at skifte den gennemborede inderdorn og yderring (nippel og matrice) kan man desuden på det enkelte værktøj producere med flere forskellige diametre og godstykkelser, men kun inden for et begrænset område.
Ekstruderen trykker det varme plastmateriale ud gennem rørværktøjet, hvor det passerer rundt om niplen og kommer ud som en blød slange med samme diameter og godstykkelse som dysens spalteåbning.
Kobbertråden/metalrøret kan føres gennem niplen lidt hurtigere, end ekstruderen afleverer plastrøret udenom. Derved trækkes det ekstruderede rør ind omkring emnet. Der skal dog tages hensyn til, om der er risiko for, at røret/isoleringen trækker sig tilbage (på grund af det termiske svind), når ledningen klippes over.
Kappen kan også suges ind omkring emnet ved hjælp af vakuum. Køling og fiksering af kappens udvendige side foregår ved hjælp af en eller flere kølekasser fyldt med vand eller med en række brusere.
Ved produktion med sidefødt værktøj er der et problem, man skal have sin opmærksomhed rettet imod. Idet plasten kommer ind på siden af værktøjet og skal uden om emnet i midten, vil der blive en sammenflydning af de to materialestrømme på den modsatte side af værktøjet. Det er det samme problem som nævnt ved det sidefødte folieværktøj. Det er meget vigtigt, at temperaturen og trykket i værktøjet er tilpas høje. Sammenflydningen af de to materialestrømme må heller ikke forstyrres af ruhed eller belægning i værktøjet, hvilket vil skabe uensartet strømningsforhold i sammenflydningslinjen. Husk, at jo højere viskositet (sejhed) materialet har, jo vanskeligere er det at opnå en effektiv sammenflydning.